ソフトのインストール
現在3Dプリンタで出来ることといえば、サンプルファイルとして存在している2つのgcodeファイルを印刷することだけ。 自分で何かの物体を印刷したい場合には、自分でこのgcodeファイルを作成する必要がある。 世の中には3Dオブジェクトとしていろんなオブジェクトのファイルがあるが、これらはstlなどのファイルで存在しており、 印刷イメージのgcodeファイルではない。
どうやら、stlファイルというのが、紙の印刷で言うword用のdocファイルみたいなもので、gcodeファイルは、 wordで印刷したときに出来るプリンタへのキューファイル(通常はそのままプリンタに送られるのでファイルとしては作られないけど) という雰囲気だ。gcodeはそれぞれのプリンタ向けに作られるようで、このファイルを作成するのが「スライサー」 と呼ばれるソフトらしい。
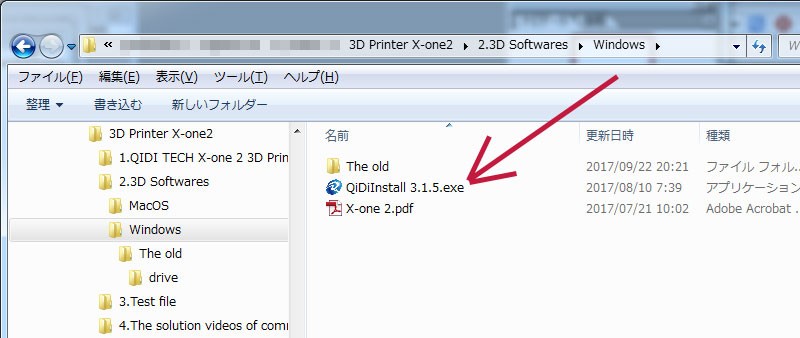
このX-ONE2向けのスライサーが、付属のSDカードに入っているので、PCにインストールを行う。
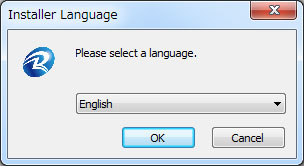
起動すると言語選択。日本語はないのでEnglishですすめる。
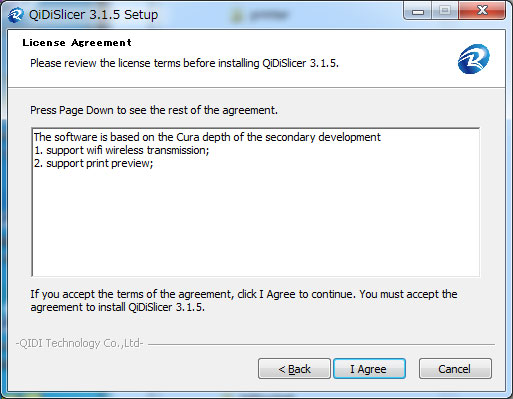
QIDI向けスライサーソフトのインストール開始。

curaベースのカスタマイズ版らしい。
フォルダはデフォルトのまま。
インストール実行中。
何か、VC++のランタイムが必要らしい。まあ勝手に入れてくれ。
チェックを入れて、インストール開始。
MS-Cのランタイムのインストール中。
Cのランタイムのインストール完了。
これで、ソフトのインストールは完了。
インストール完了。
ソフト起動?
アプリケーションのインストールが終わったので、そのまま起動するが、何故かエラー終了する。
PCを再起動してみたり、管理者実行してみたり、アンインストールして管理者で入れ直してみたりと、 色々試してみるが、実行直後にこのエラーメッセージが出て、全く起動させることができない。
このままだと、サンプルの2つしか印刷出力できない状態なので、付属のソフトは諦めて、 付属ソフトの元となっているはずのcuraというソフトを入れてみることにする。 運が良ければこれで付属ソフトも起動するようになるかも(淡い期待)
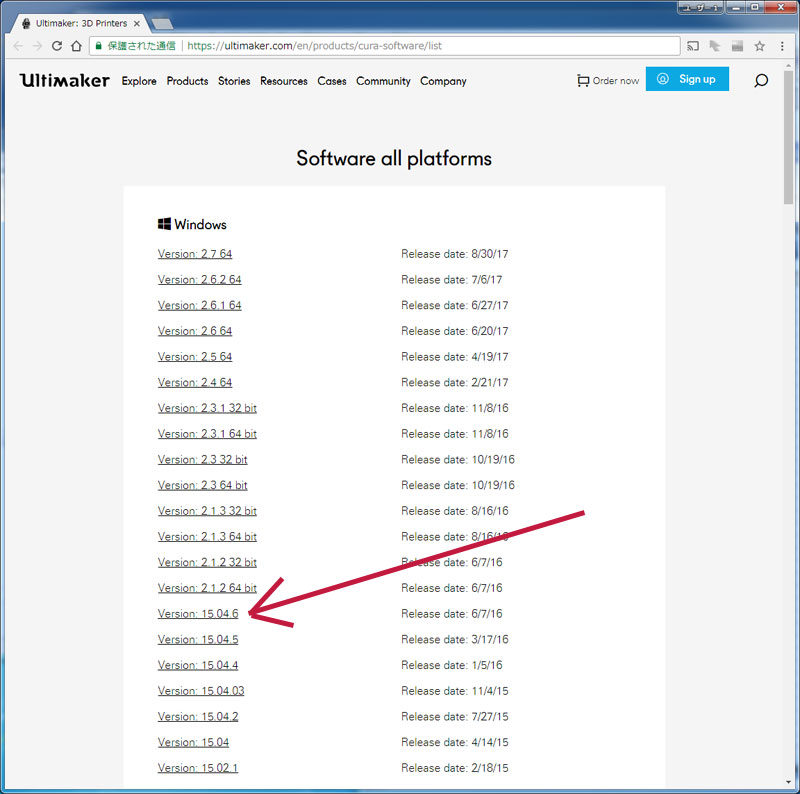
ということで、curaを落とす。最新版(Ver2~)は管理者権限とか面倒らしく、古いほうが楽とのことで、 こちら から15.04.6を落としてくる。
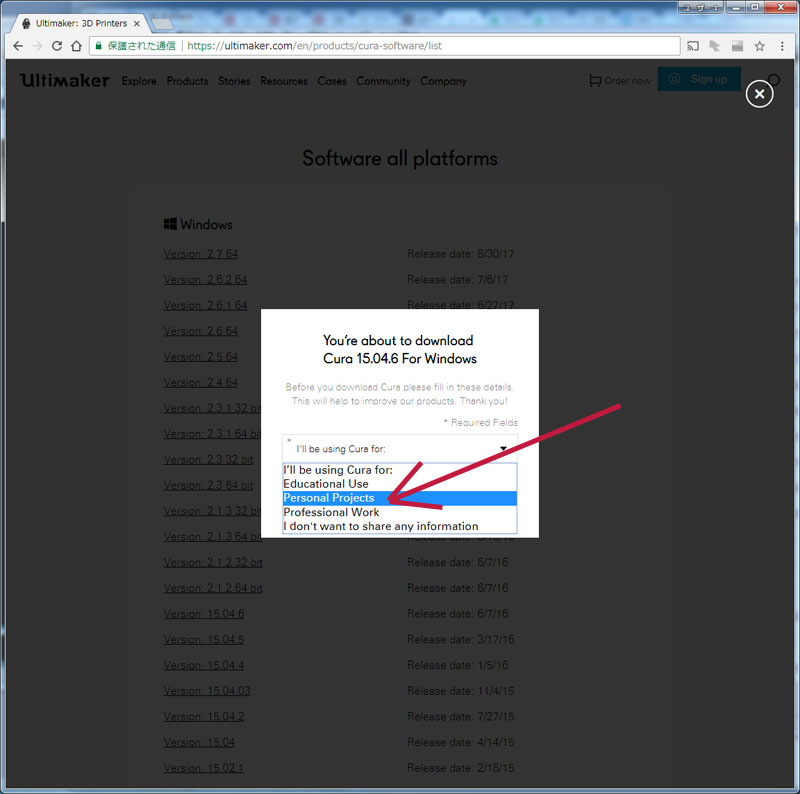
ダウンロードしようとすると、使用目的を聞かれるので、個人使用的なものを選んでおく。 商用利用とかにすると、費用を要求されるのかな?
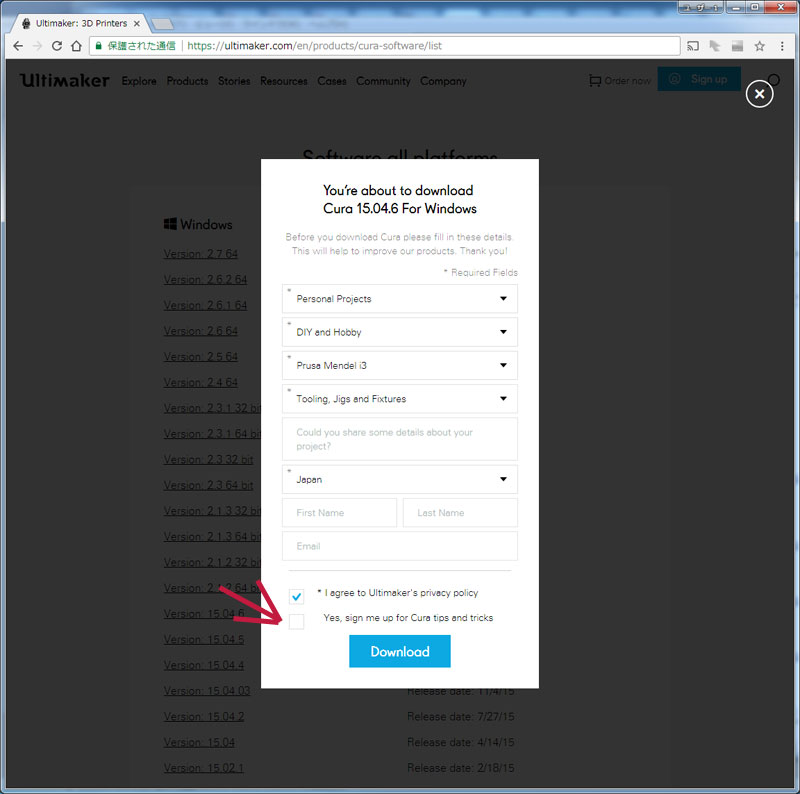
次に、細かい内容を色々聞かれる。機種とかは一覧にないので、Prusa Mendel i3とかにしておく。 これがソフトに反映されるわけではないので、適当でも良さそう。 最後のチェックを外せばメールアドレスは入力不要となるので外しておく。
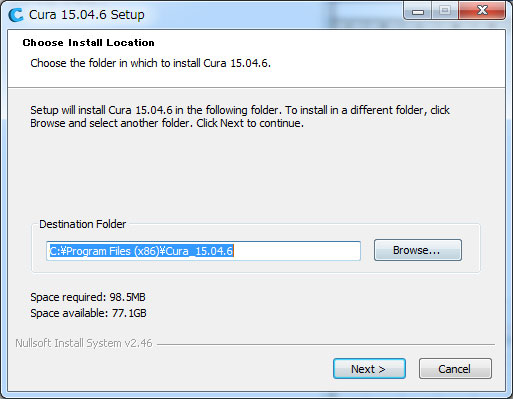
ダウンロードしたらインストールしてみよう。落としてきたファイルを実行する。

フォルダはデフォルトのまま。最新アプリではないので、x86フォルダ側に入るようだ。
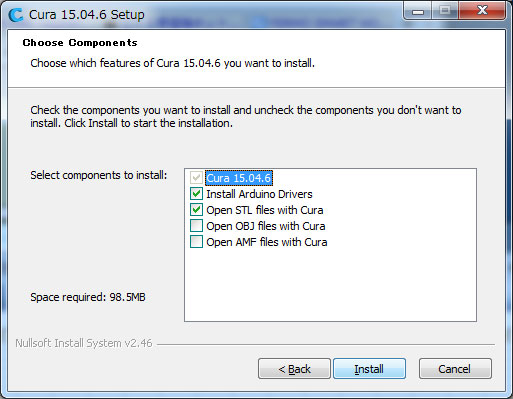
コンポーネントもデフォルトのまま。objとかamfとかの形式もあるようだけど、必要になったら後で入れよう。 (ArduinoDriverは入れなくても良かったかも)
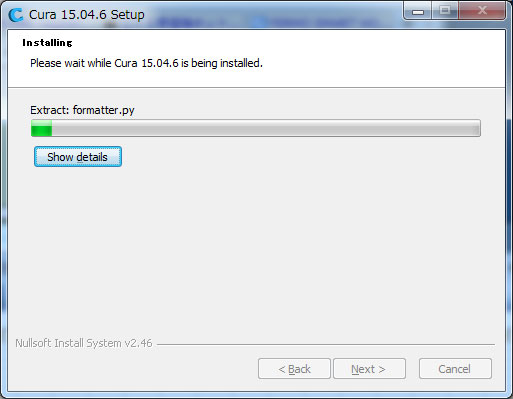
インストール実施。
ドライバのインストールが開始。
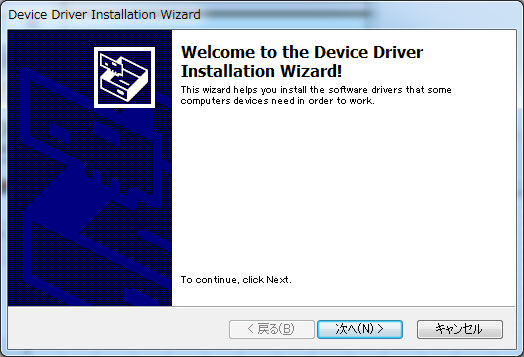
何か始まった。
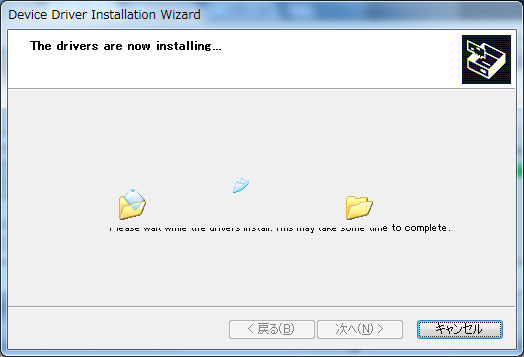
Arduinoドライバーのインストール。でも直接つなぐつもり無いので、どうでもいいけどしょうがない入れておくか。
ドライバのインストール完了。
これでインストーラ側も完了した様子。
これでCuraのインストール完了。では、そのまま起動してみる。
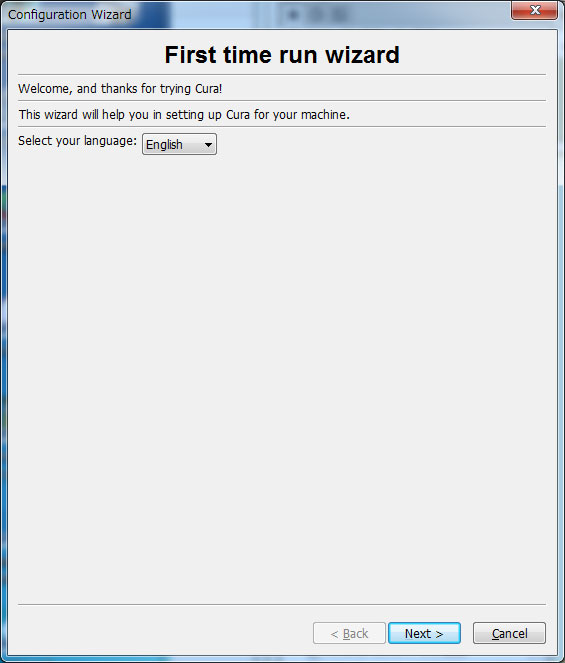
最初に使用する言語を聞いてきた。日本語はないので英語にしておく。
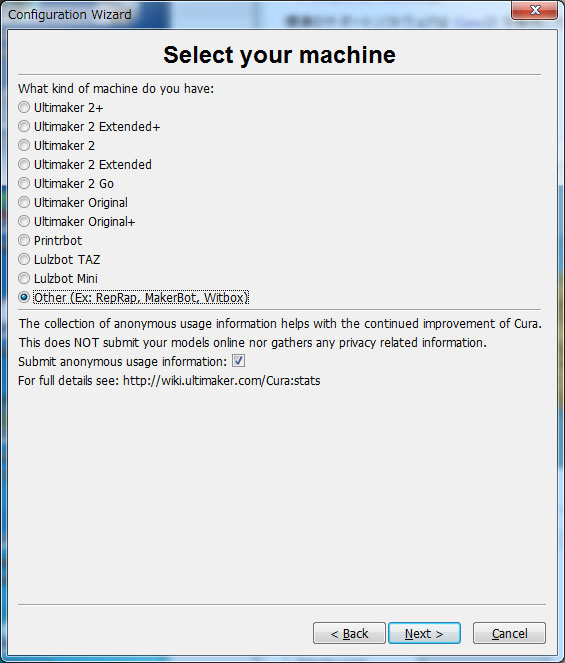
使用する3Dプリンタの機種を聞いてきた。もちろん一覧にはないので「other」にしておく。
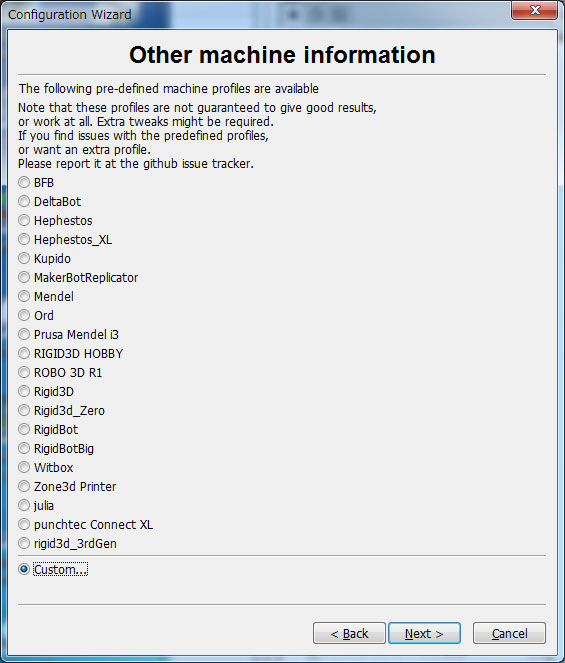
すると、詳細な機種を聞いてきた。まずい、面倒くさい。これまた一覧にはないので、一番下のcustomにしておく。
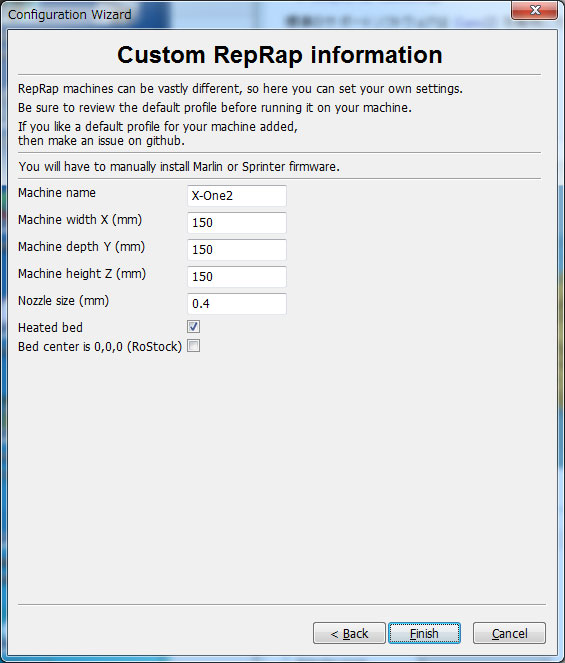
すると、カスタム設定を聞いてきた。多分こんなものだろうと、X-ONE2設定を入力。多分後で変えられると思う。
とりあえずこれで開放してくれた。初期設定は完了のようだ。
アプリが起動して、異常終了せずにちゃんと3Dな画面が起動された。とりあえずは良かった。 サンプルのロボットが立ちすくんでいる。
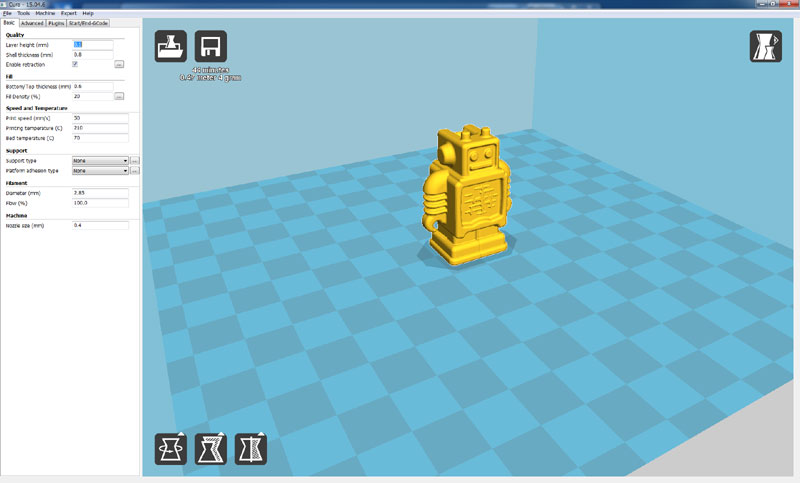
ひとまずこれで、ソフトのインストールと起動は完了。
日本語化
Cura15.04.6を入れたのだが、これ向けの日本語化が可能な様子。 こちらからファイルを落とす。 作成者のichibey様の元ネタはこちらな様子。 サラッと公開するけど、結構作るの面倒だと思うんだけどな。ありがたい。
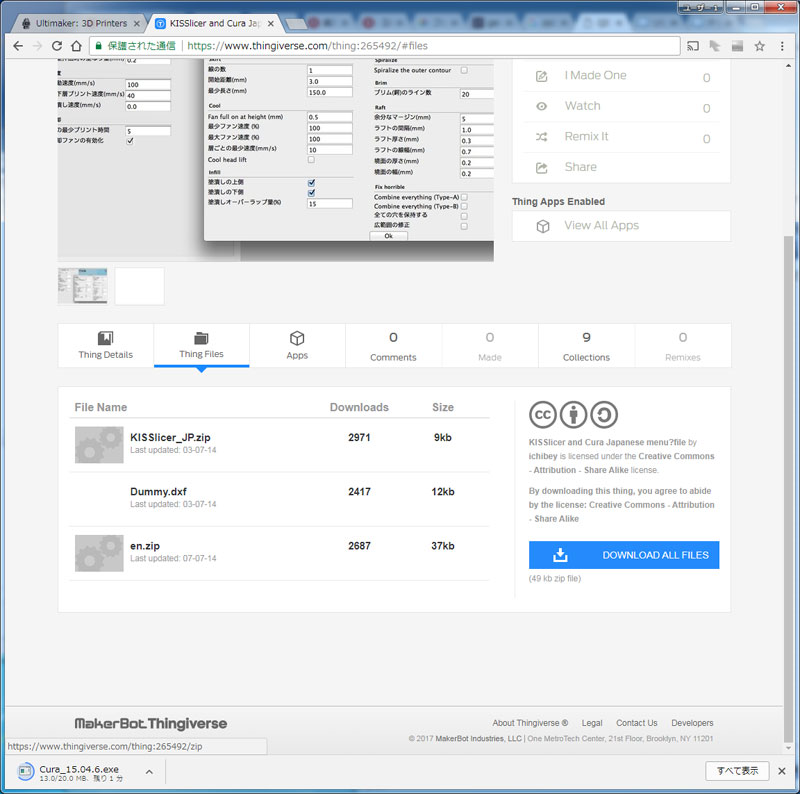
ダウンロードしたら解凍する。その中にenというフォルダになるやつがあるので、これを拾い、 Curaをインストールした、「C:\Program Files (x86)\Cura_15.04.6\resources\locale」の下にあるenフォルダと取り替える。 これで完了。(en.zipだけ落として作業すればよかった。全部落として作業してしまった)
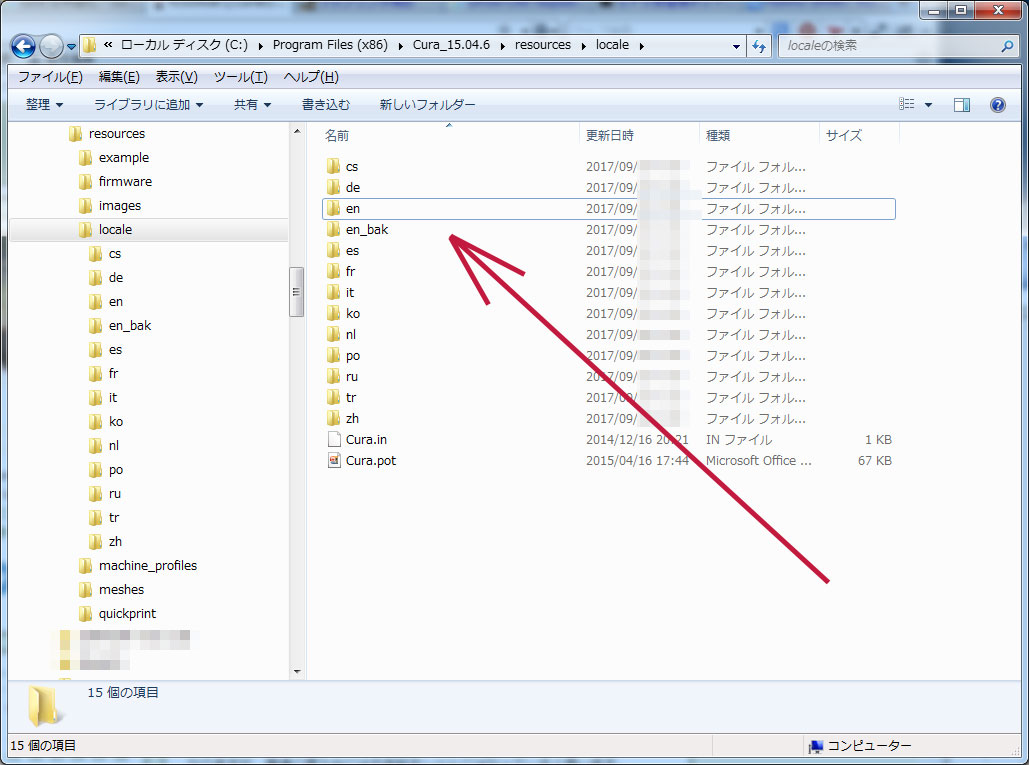
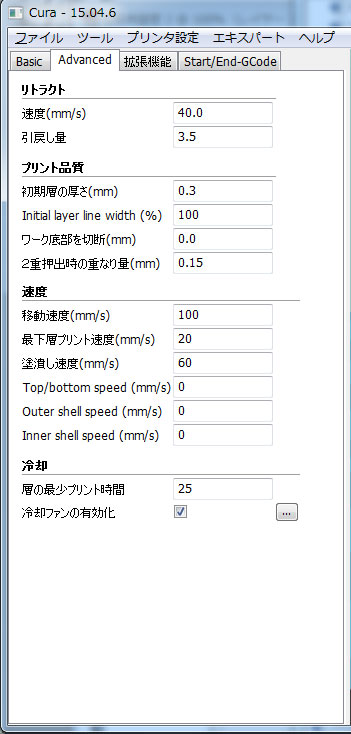
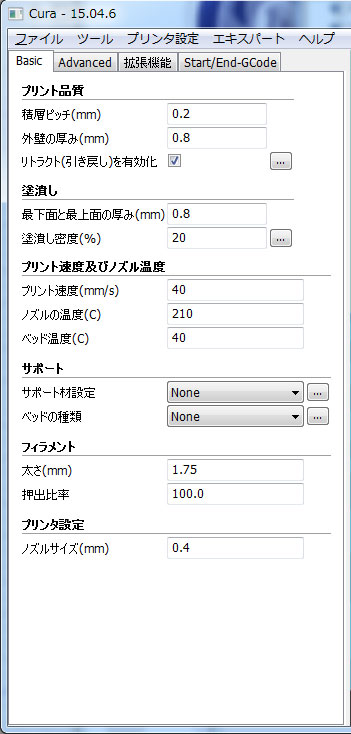
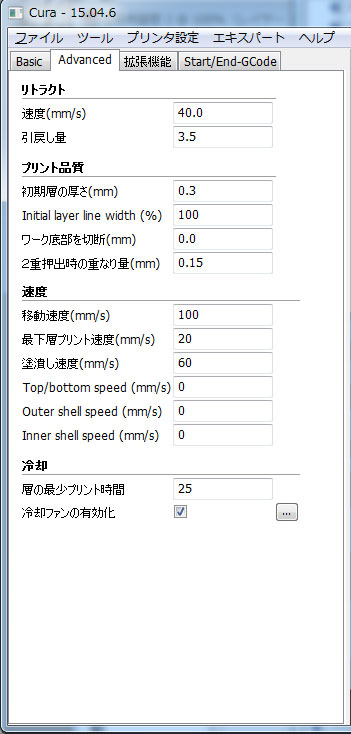
これでCuraを起動してやれば、左の設定内容やメニューはすべて日本語で表示される。わかりやすくなった。 マウスを持っていって出て来るtooltipも日本語化されているので、内容の説明が理解しやすい。
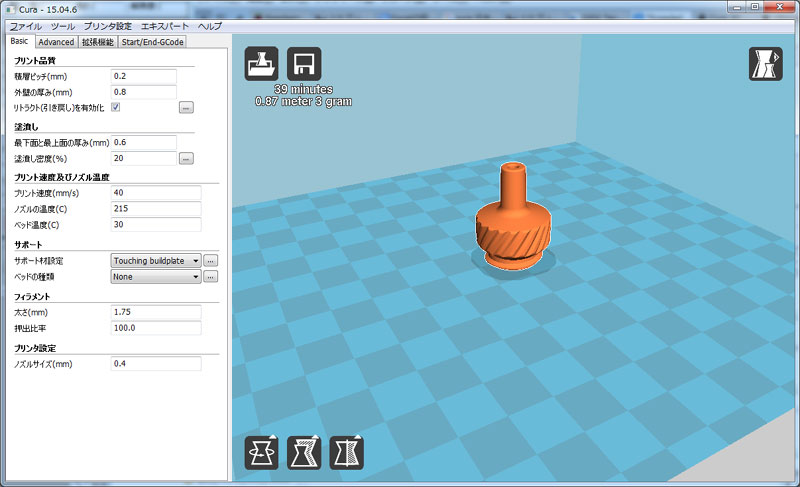
では、このインストールしたCuraでgcode作成してみる。作成するオブジェクトは、レベリングの時参考に見た記事から、 フィラメントダストフィルターと言うやつを、 作ってみることに。これならそんなに大きなものではないはずなので、失敗しても短時間で終われるはず。 ダウンロードして、こいつを印刷してみよう。gcodeの作成はctrl+Gか、メニューの「ファイル」→「Save GCode」となる。
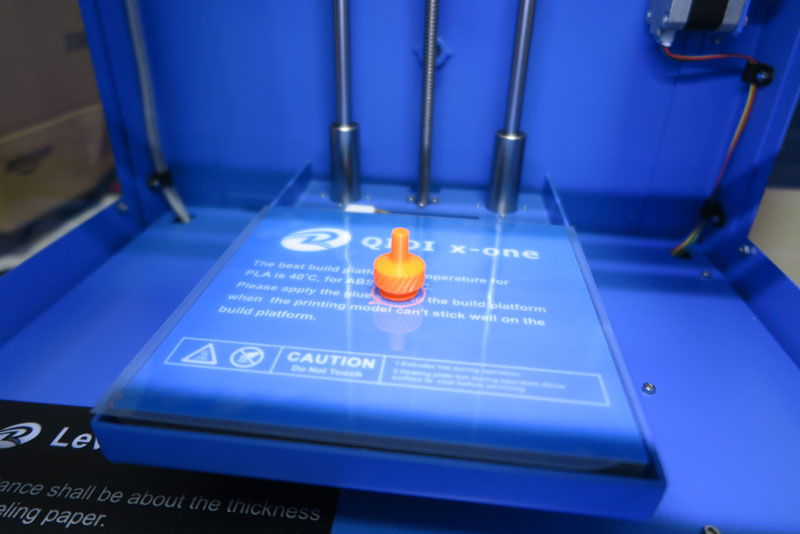
出来上がったgcodeをSDカードに落とし、X-ONE2で読み込ませて印刷開始。 いきなり壊れないのように、目の前で待機してヘッドやベッドの動きを観察。バキバキ言い出したら即電源offの準備をして待つ。
しかし意外?にも、普通に動き出し、普通に印刷を開始した。造形物の回りに細い線を書いた後、丸い何かを積み上げ始めている。 どうやら大丈夫そうな感じ。40分位かかるようなのだが、途中何が起きても大丈夫なように直ぐ側で待機して、時々様子を見るが、 特に問題はなさそう。
結果的に何の問題もなく、出来上がった。
しいて言えば、終わった後、ベッドがそのまま待機している。前のときはベッドが一番下まで下がって展示してくれた。 この写真では自分でベッドを下げた。これらは設定でなんとかなるだろうか? まあ、印刷本体は問題なく動作しているようなので、安心して使えそうだ。
そういえば、もう一つ気になる点が。サンプルファイルの20.20.50のときはプリンタの画面に造形物の絵が出ていたが、 今回は何も出てこない。あれがあると何が出来るか想像できていいのだが、絵付きのgcodeが出せる設定はあるのだろうか?
チューニング
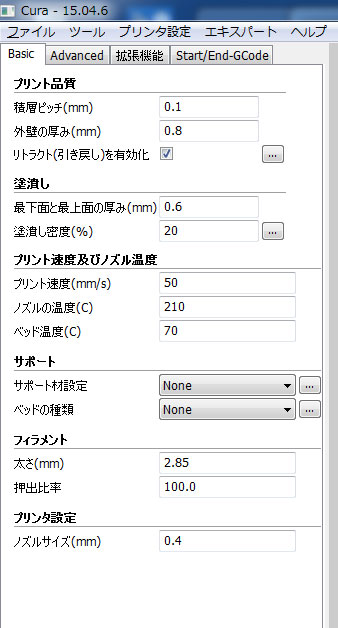
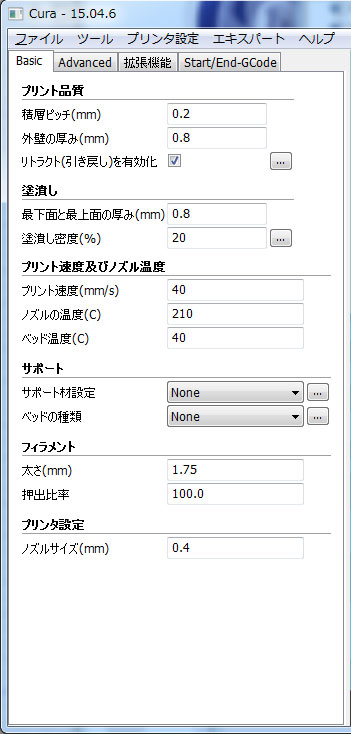
ネットでいろんなページを見たりして、色々調べて設定値を調べる。その設定で色々印刷をしてみて、 最終的な家のX-ONE2に合った設定値を見つけたい。でもフィラメントが変わると良い設定も変化するらしい。 しかし、ベースがしっかりしているのは重要。
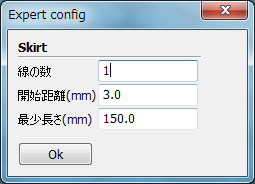
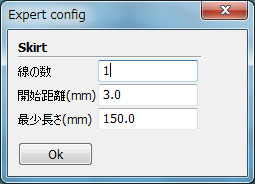
基本設定はこれ。
| ベッドの種類:noneの設定 | 設定 | 値 | 説明 |
|---|---|---|---|
| 線の数 | 1本 | スカートの線の本数。1本で十分。 | |
| 開始距離 | 3mm | 本体からどれだけ離れて作成するかかな?デフォルトの3mm | |
| 最小長さ | 150mm | 最小長さって?デフォルトのまま。 |
PLA向けの設定となるが、これでそれなりの印刷ができている。フィラメント交換したら、チューニングがどれくらいいるのかな? また、ABSのときにはしっかりチューニングが必要となりそうだ。
3Dデータ配布場所
3Dデータの無料配布がある場所を調べてみた。
| 場所 | 説明 |
|---|---|
| Thingiverse | 3Dデータがかなり豊富。STL形式で置いてある。 |
| お勧めのフリー3Dモデル素材配布サイト | いろいろリンクと紹介がある。 |
| 3Dプリント可能なデータがダウンロードできるサイトまとめ | きちんとまとめてある、まとめサイト。3Dへのリンク多数。 |
| 地理院地図3D | 国土地理院の3Dモデル向けページ。 |
| すぐに3Dプリントできる3Dデータ共有サイト6+2選 | うっきーのヤスリがけ日記。ポチドロイドがかわいい |

{kind=link}
{kind=link}
{kind=link}
{kind=link}