Simplify3D購入
Simplify3Dというソフトはスライサーとなるソフトなのだが、有料!。しかし色々と評判がよく、X-ONE2の対応スライサーソフトとしても、 Curaと一緒に記載がある。実は付属しているかと思ったがそうではなく自分で買わなきゃらしい。
お値段2万弱と安い3Dプリンタを買っている身としては、なかなか厳しい金額。 しかしサポート材がいい感じに着くとか、剥がれやすいとかの記事が多く、 オーバーハング有りの印刷でなかなかうまくいかない事が多いので、ちょっと買ってみることにした。
ちょっとしたお試しレベルの金額ではないのだが、そこはいま自分が3Dフィーバー中なので、ついつい購入。 国内で販売しているのはGenkeiというところ。
ここから、Genkeiのショップに移動する。

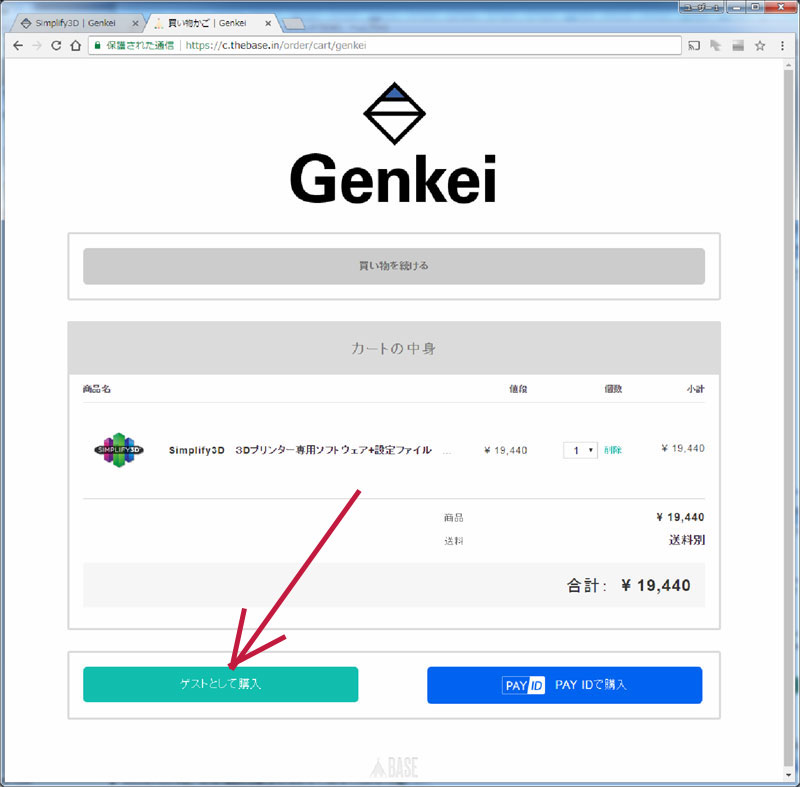
すると、Genkei関連のショップに移動するので、こちらでSimplify3Dのソフトをカートに入れる。 あれれ、最初のページだと17,280~だったのに、実際には¥19,440なのかよ~

カートに入れると、カート内容を表示。送料がかかると記載があるが、実際には送料は0円。物が来るわけではなく、 ダウンロード販売なので当然。下の方にPayIDで買うか、ゲスト購入かの選択があるが、PayIDって何だろ? 最近はいろんなPayが多すぎてよくわからない。
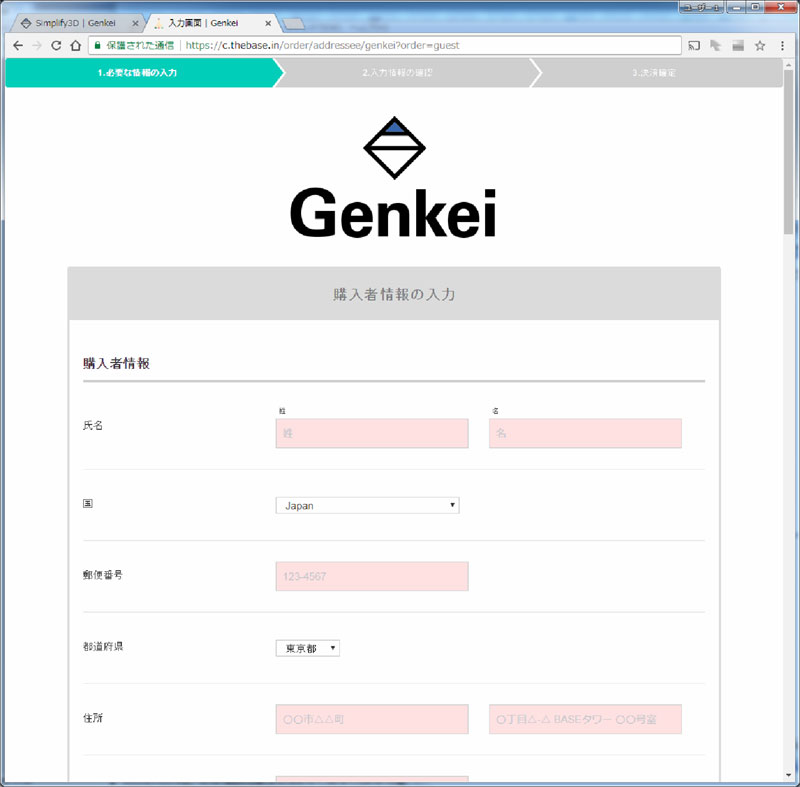
とりあえず、ゲスト購入とすると、詳細情報の入力を求められる。結構しっかりと個人情報を登録。 ダウンロード販売なのに、ここまでいらないんじゃないかな?何か送りつける気?
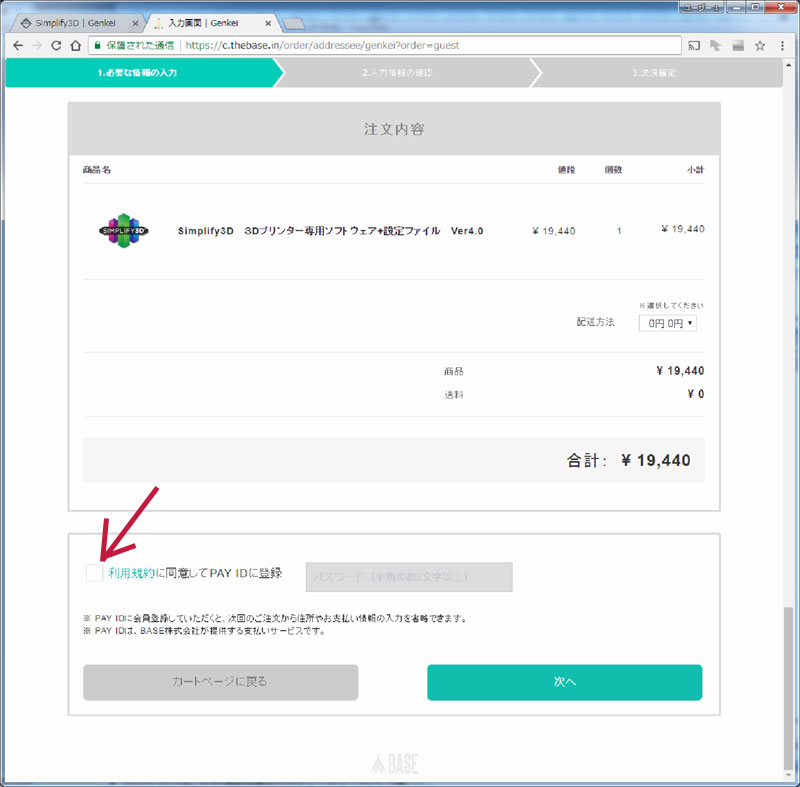
一通り入力していくと、最後に怪しげなチェック表示が。PayIDへの登録をしれっと促すようになっていたので、 このチェックは外す。随分とPayID推しだな。
最後に購入確認画面が出てきて、「購入確定」すると、お買上げ。支払う価値のある内容であって欲しいところ。

これで購入は終了。あれ何かダウンロードサイトに飛ぶとかじゃないのかな?
アカウント登録
購入後、しばらく待っていると、登録したメールアドレスにメールが飛んでくる。 その内容によると、GenkeiにてアメリカのSimplify3D社にアカウント登録するので、 アカウント名とメールアドレスを返送してくれとのこと。アカウント名はいいとしても、メールアドレスは知ってんじゃん。 そもそもメールで依頼してるんだし。と思ったが、言われたものを記入して返送。
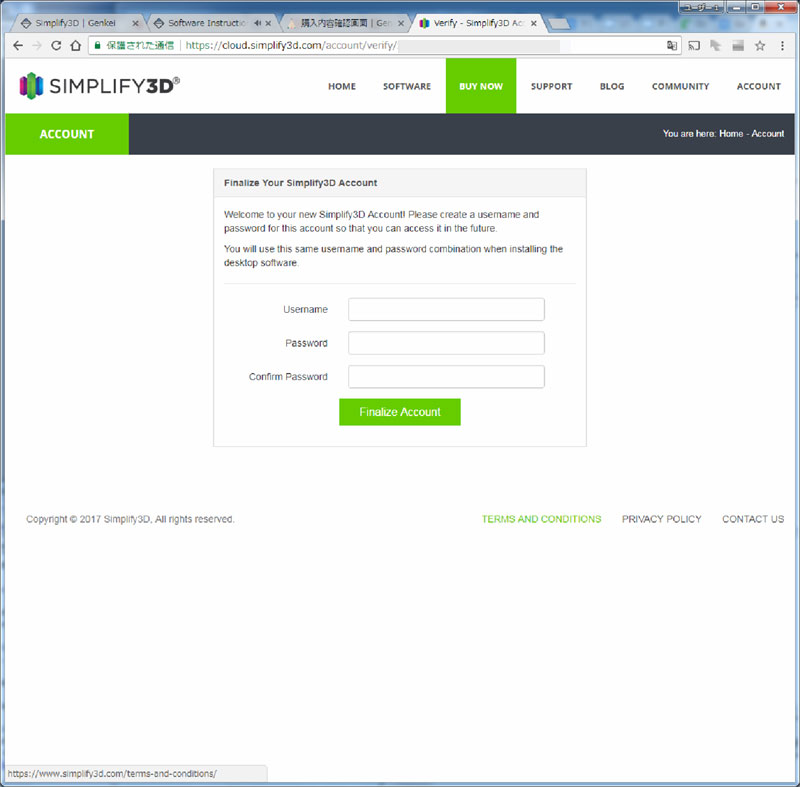
そしてしばらくすると、英語のメールが来てアカウントのベリファイ用リンクが飛んできた。 これをクリックすると、Simplify3D社のページに飛び、パスワード登録画面に来た。 ここで依頼をしたアカウント名と、設定するパスワードを入力する。
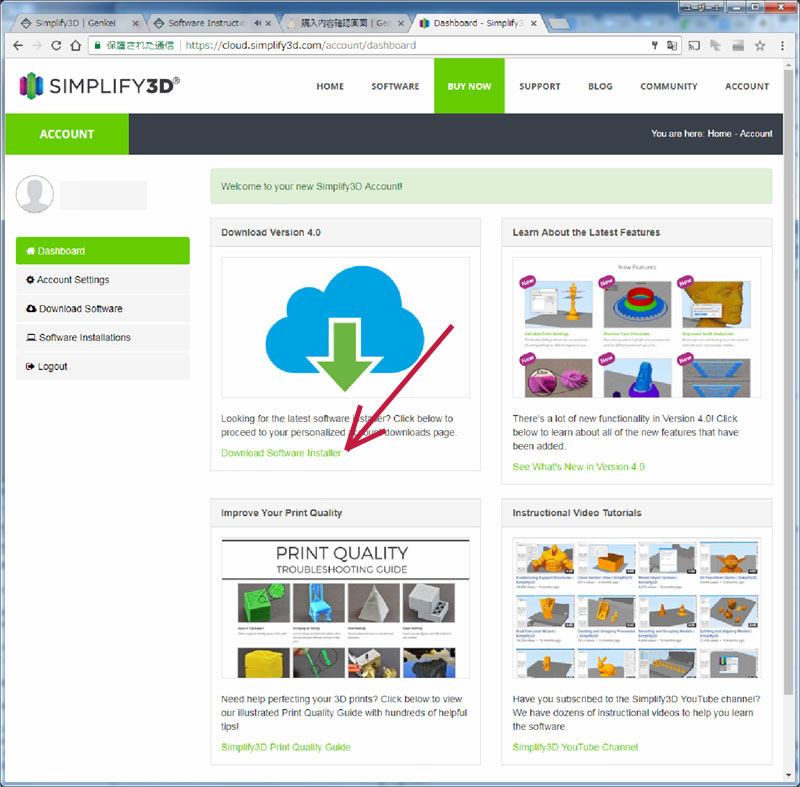
すると、ログインしたらしく、ダッシュボード画面が表示された。ここにダウンロードのリンクがあるので、 ダウンロードせよということだろう。
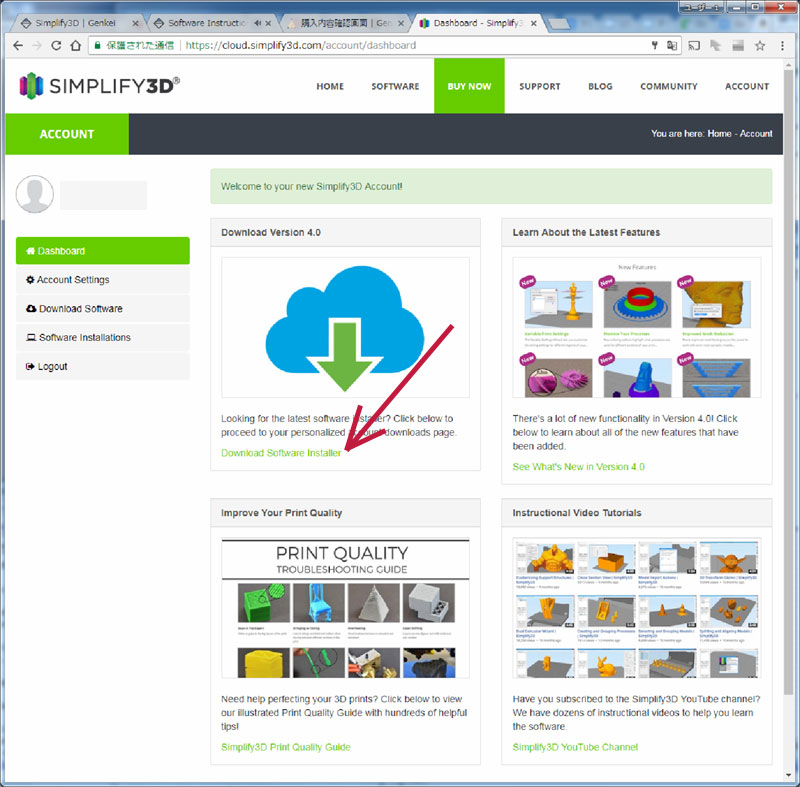
ダウンロードリンクらしき箇所を押すとダウンロード選択画面となり、対象となるOSを選択となった。 自分の環境に合わせた物を落とす。Win7の64bitなので、表示のままダウンロードボタンを押して、インストーラを落とす。
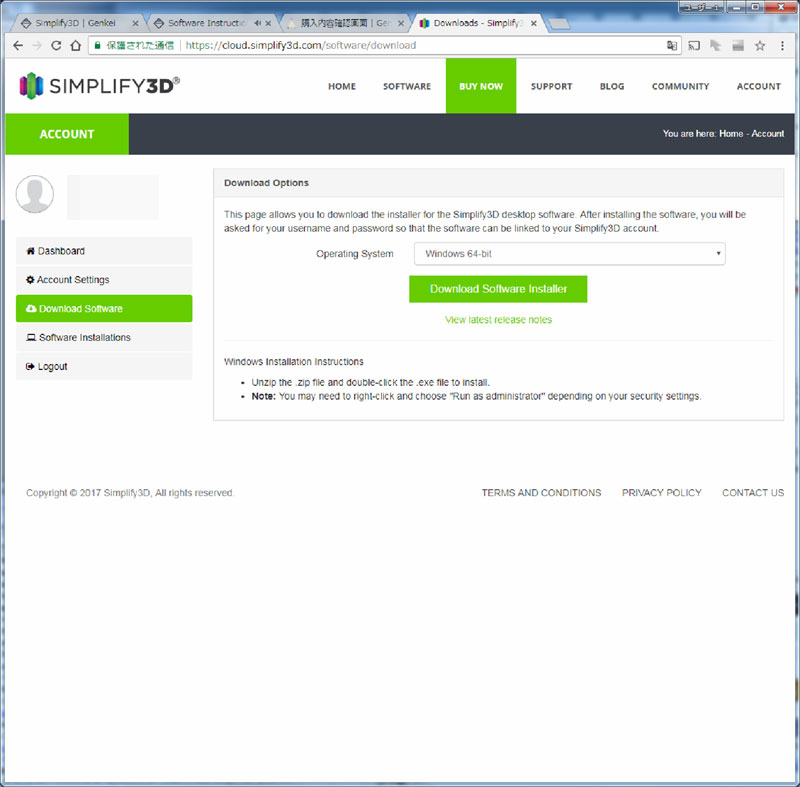
ちなみに、win向け64bit/32bit版と、Mac向けと、Linux向け64bit/32bit版があった。
インストール
では、インストールを開始する。ダウンロードしたzipファイルを解凍し、インストーラを起動する。
セットアップが起動する。
インストールフォルダを設定。

よければインストール開始。
インストールが実行。そんなに長くはなく1分以内で終わる感じ。

インストール完了。スタートガイドは英語のpdfなので読んでもよくわからない。
アプリ起動の最初に、認証画面。登録したアカウント名とパスワードを入力する。

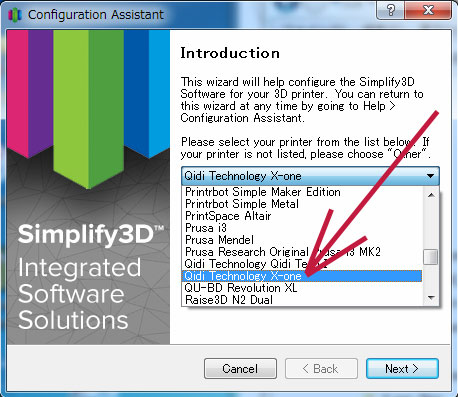
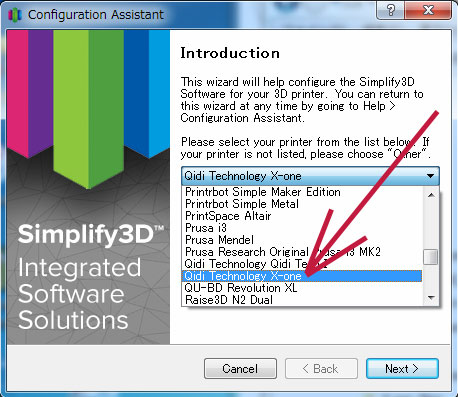
すると、3Dプリンタの機種選択となる。

いろんな機種があるので、「Qidi Technology X-one」を選択する。
これで完了。Happy Printing!
さていろいろ使ってみよう。
初期設定
Simplify3Dが起動したら、まずは日本語化しよう。Ver3から日本語化されたらしいので、折角の機能だから恩恵に授かろう。
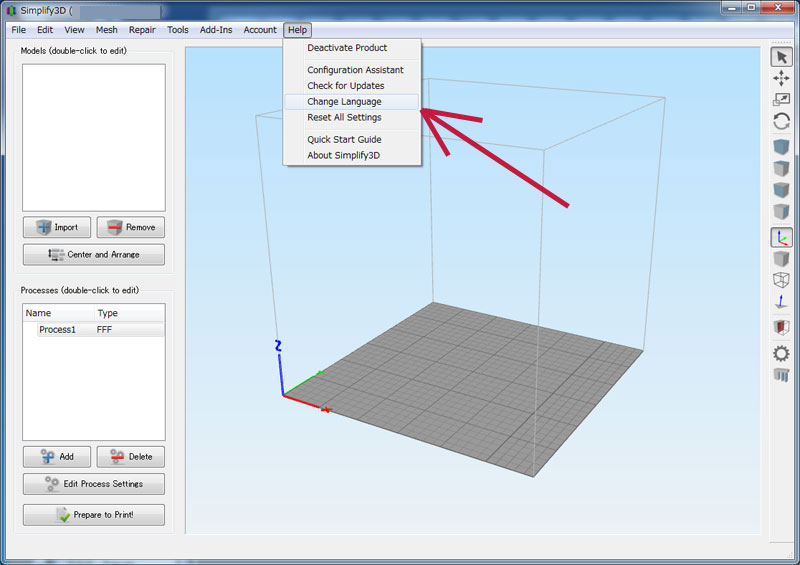
ヘルプメニューの中に「Change Language」があるので、これを選択。
すると、言語選択が出てくる。コンボボックスをクリックするとその中に日本語があるので、選択しよう。

すると内容が日本語に変わった。これは助かる。オフィシャルな日本語対応なのでありがたい。
これで色々難しそうな言葉も理解できるようになるかも。
セッティング
セッティングを行ってみる。まずは、左側にある「Process1」をダブルクリックしてみる。 またはその下にあるボタンの「プロセス設定を編集」を押す。 すると、設定画面となる。
プロファイル名には最初に選択済みのX-oneが設定済み。

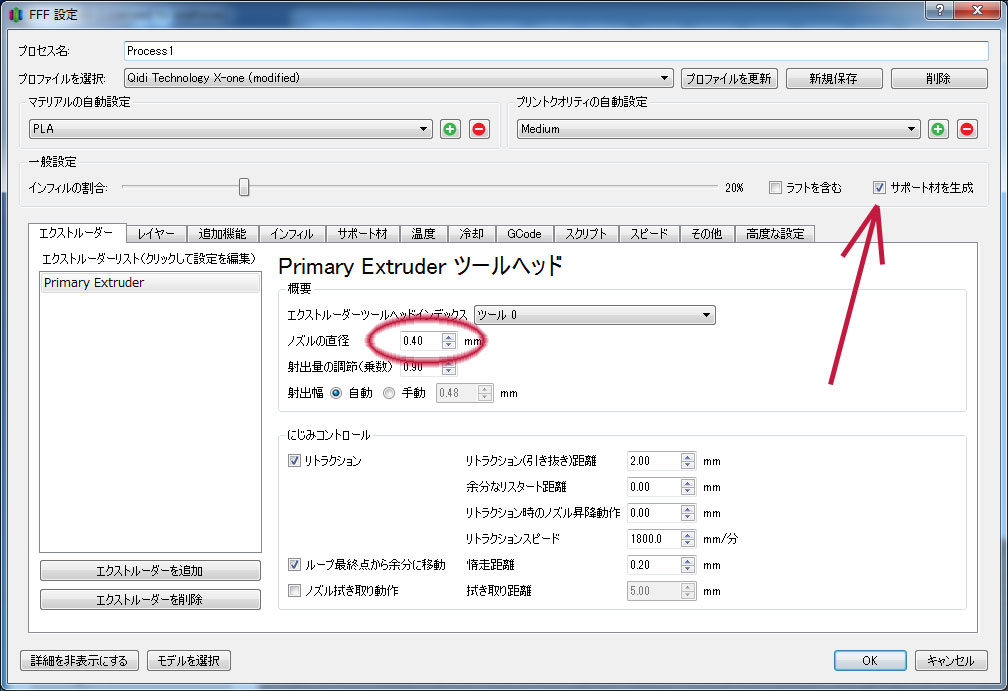
「詳細を表示」とするとかなり細かい設定が可能となる。一通り確認しておこう。 最初のタブのエクストルーダは、あまり変更箇所はない。ノズルが0.4mmなのでこれが一致しているか確認すればよいだろう。 タブ外だが、右上のサポート材を生成にチェックを入れておこう。どんなサポート材が着くのかわからないが、 安全のために付けておいたほうがいいかも。
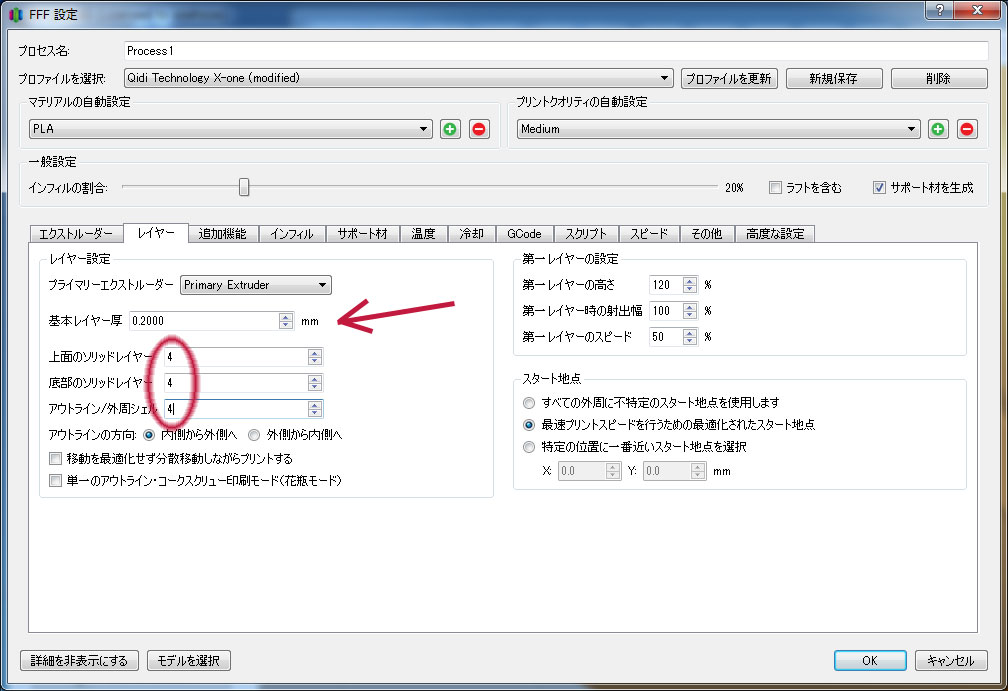
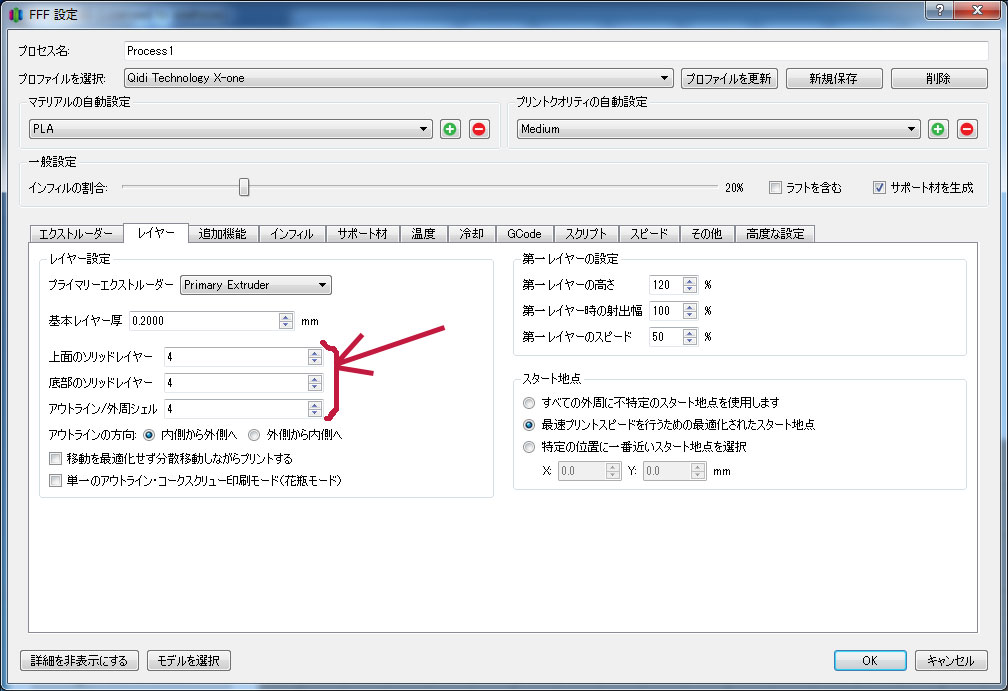
次に「レイヤ]タブ。左側のレイヤー厚が積層の厚み。これを薄くするとかなり精巧な出来上がりになるはずだが、 造形時間は倍になる。0.2mmで十分だ。Min設定は0.1mmのはず。 また、上面、底面のソリッドレイヤーが、上面底面の厚み設定。上底面を厚くして頑丈にするかどうかの設定だ。 4層あれば良い気がするので、デフォルトの3→4に変更しておく。 その下のアウトライン/外周シェルは側面の厚みだろう。こちらも厚めなほうが良さそうなので、デフォルトの2→4にしておく。
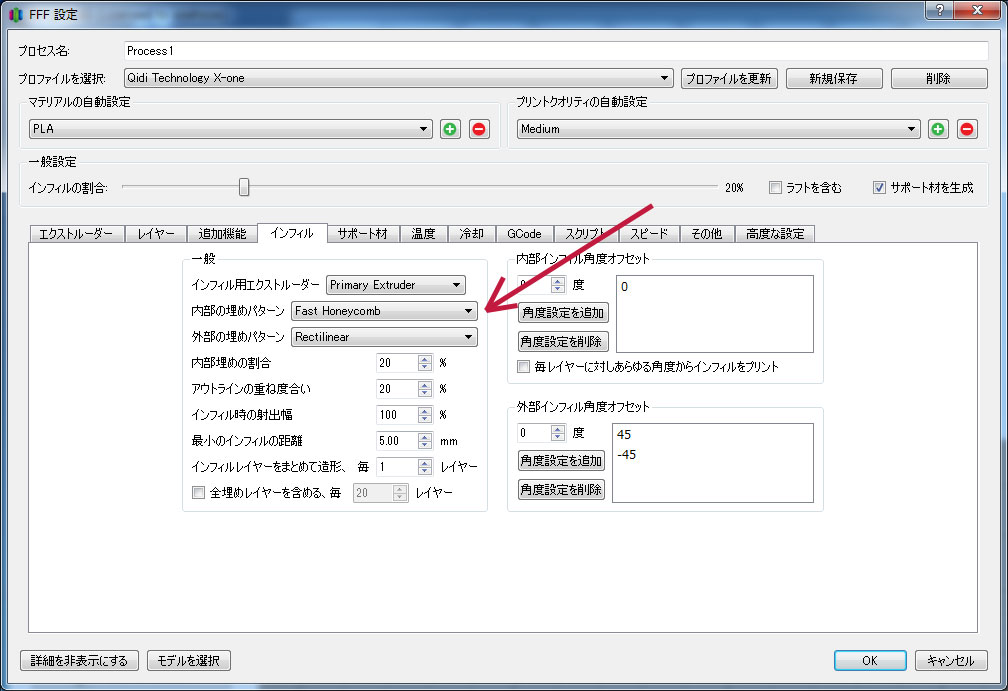
次に追加機能はあまり見るところはないので、次の「インフィル」で箱の中の方をどうするかだ。 この中の「内部の埋めパターン」が重要というか気になるところ。 ここは箱の中をどんな形で埋めるかの設定。埋める充填率は上にある「インフィルの割合」となり、Curaと同じく20%のままとしておく。 その埋めるパターンを詳細のコンボボックスで決める。これは別途詳しく見よう。

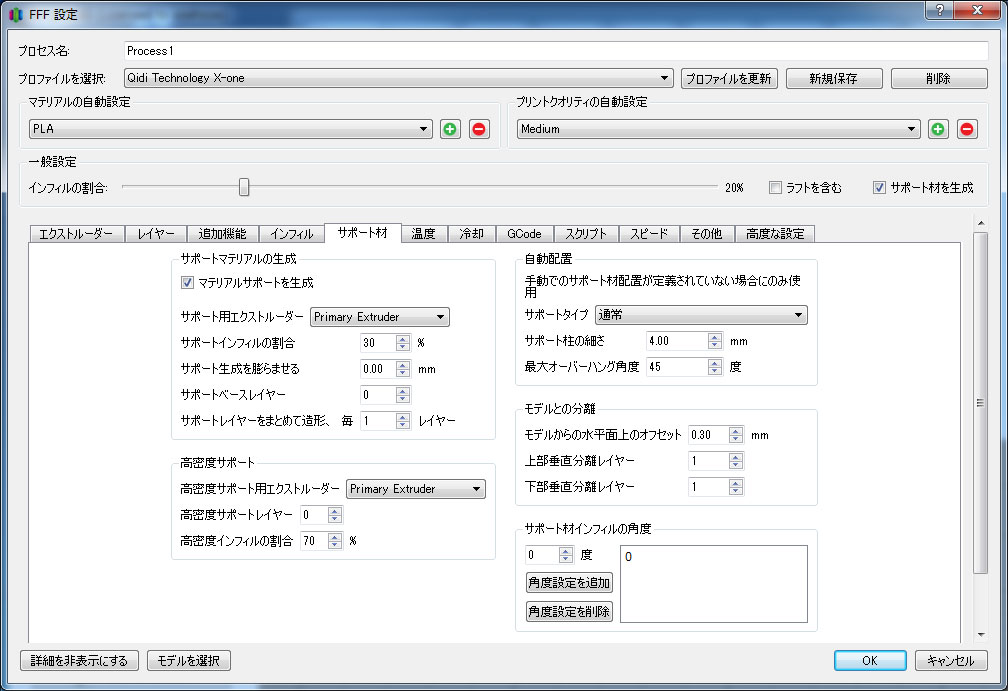
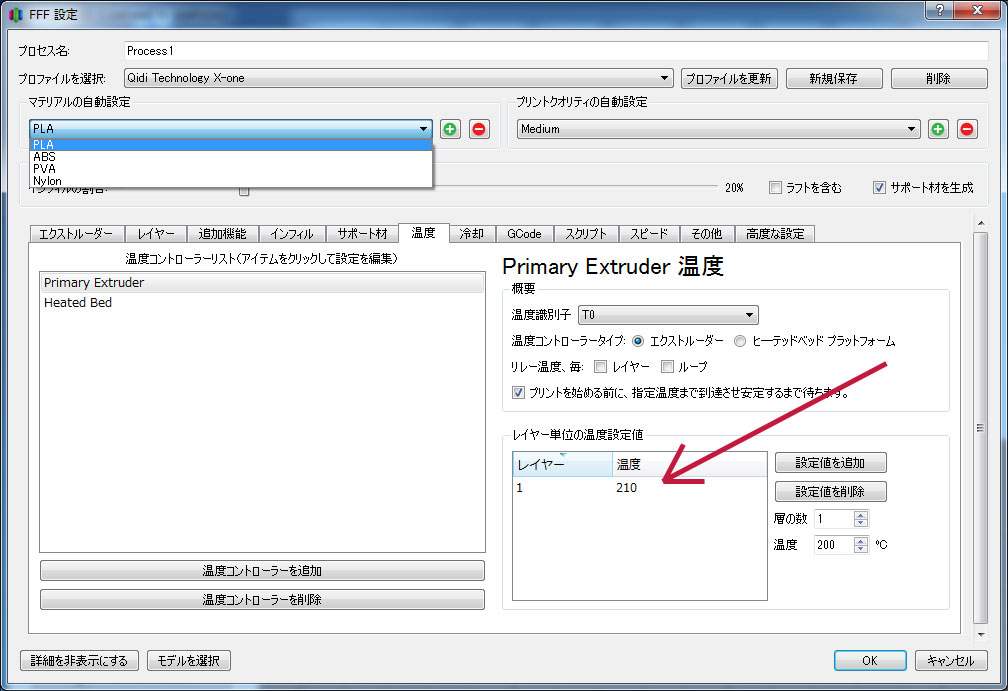
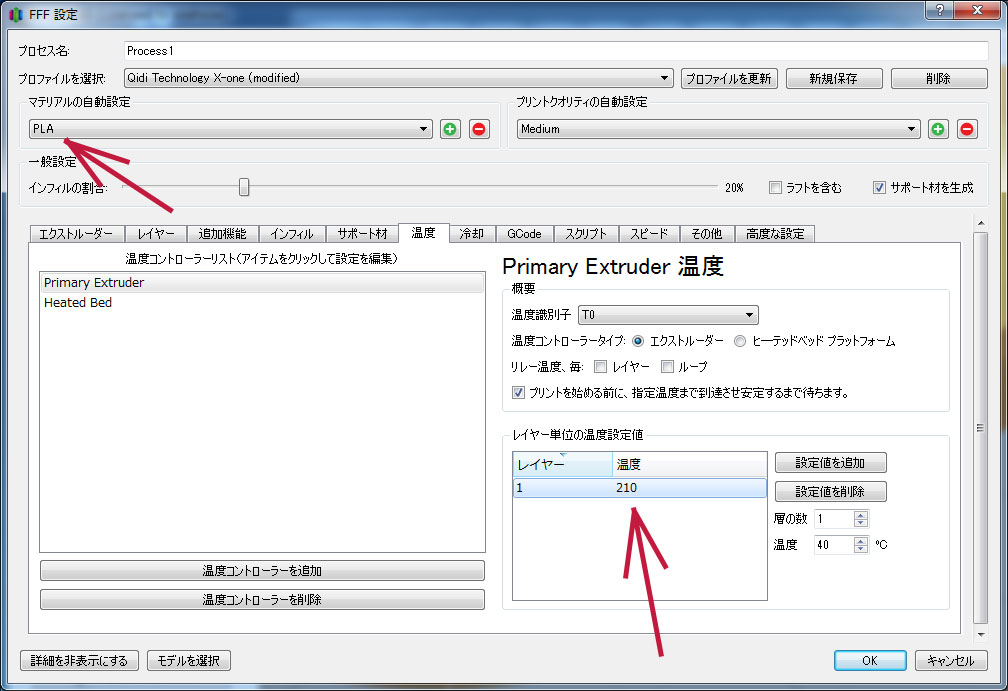
次に、サポート材はよくわからないのでデフォルトのままとしておき、「温度」タブ。 エクストルーダの温度とヒートベッドの温度を設定する。設定はPLA向け設定を行う。 これは上の方にマテリアルの自動設定という項目があるのでこれに合わせた設定を行う。 エクストルーダはデフォルトは200℃だが、210度に設定。ヒートベッドはデフォルトは60℃だったので40℃とした。

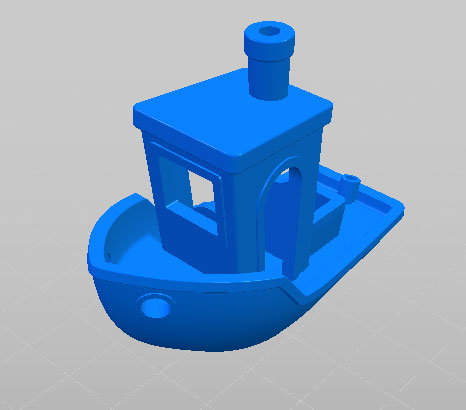
とりあえず初期設定はこれくらいとし、サンプルデータでテスト印刷を行ってみよう。 テストモデルは船。
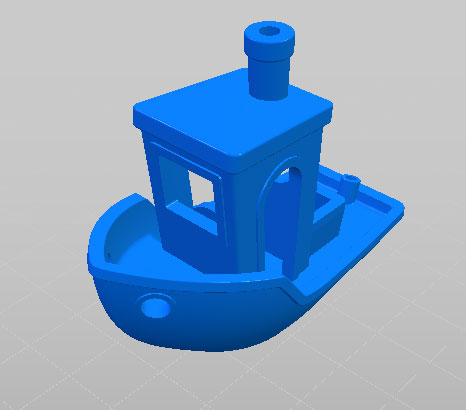
このデータのstlファイルを、Simplify3Dにドラッグ・アンド・ドロップしてやると、ターゲットが画面上に落ちてくる。
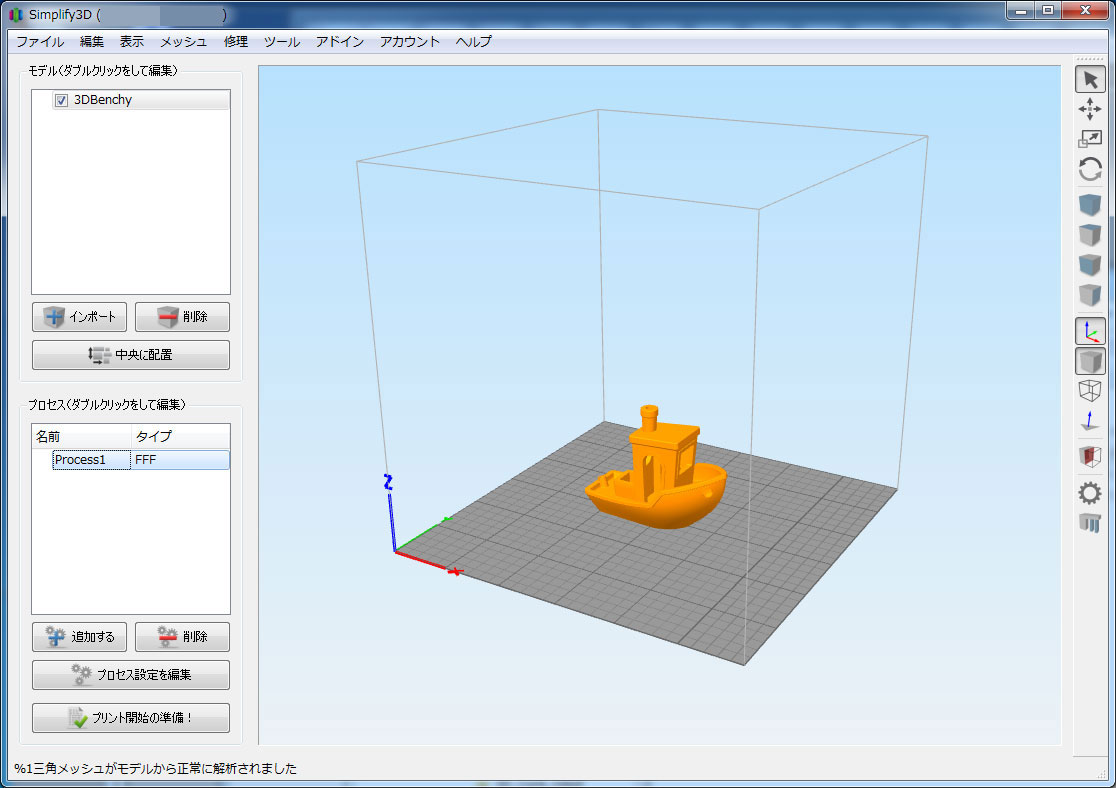
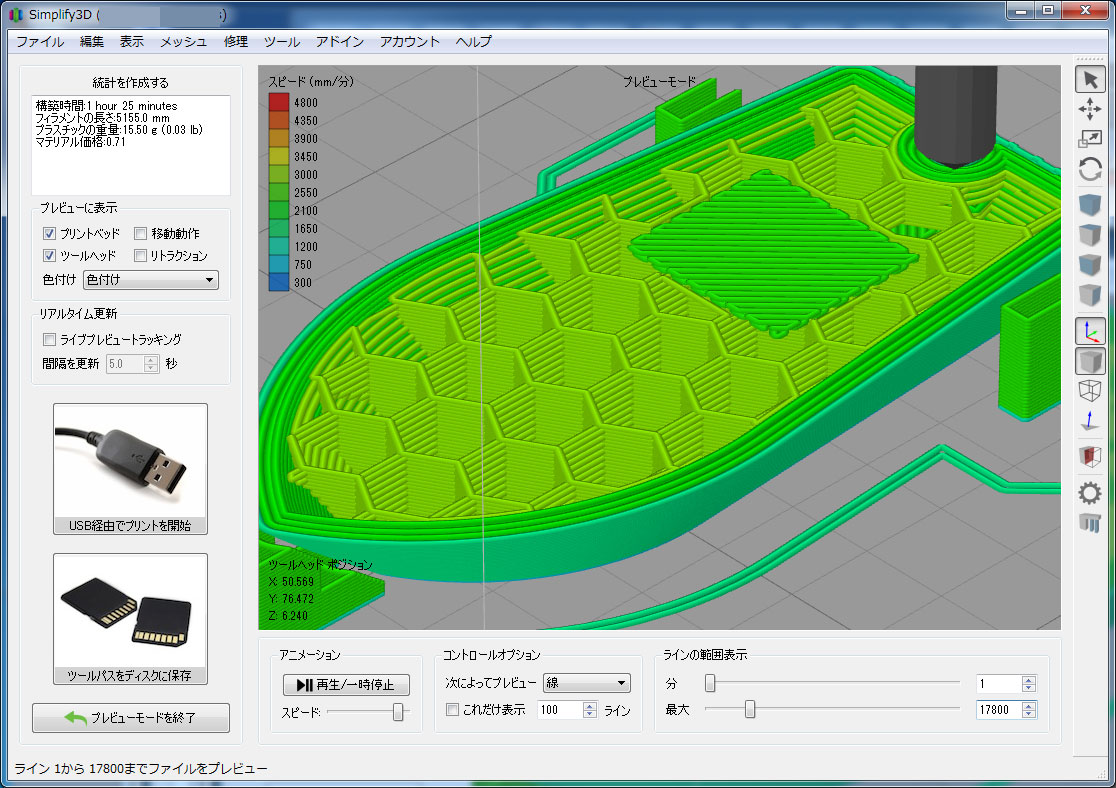
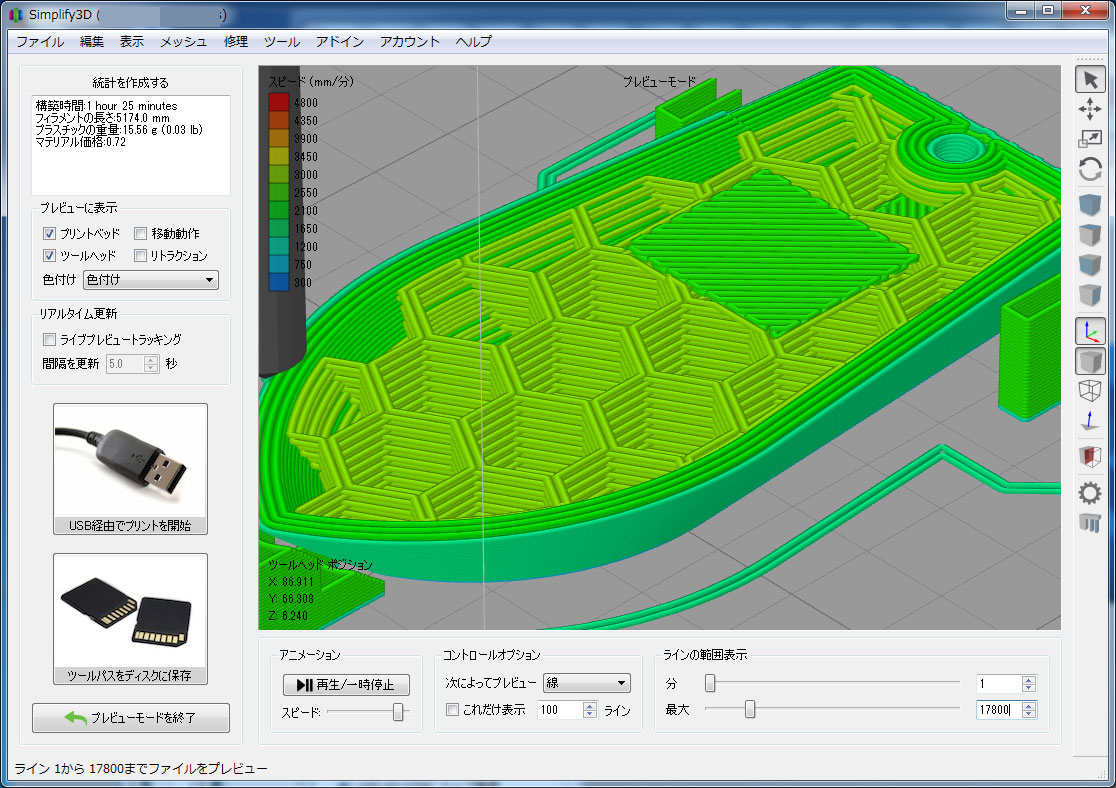
Simplify3Dでは直接USBで接続して印刷もできるようだが、PCとプリンタは繋がってはいないのでgcodeをファイルに吐き出して、 OctoPrintで印刷を行う。左下の「プリンタ開始の準備」ボタンを押すと、スライス処理がされるので、 左下のSDカードの絵のボタンを押して、gcodeファイルの保存を行う。

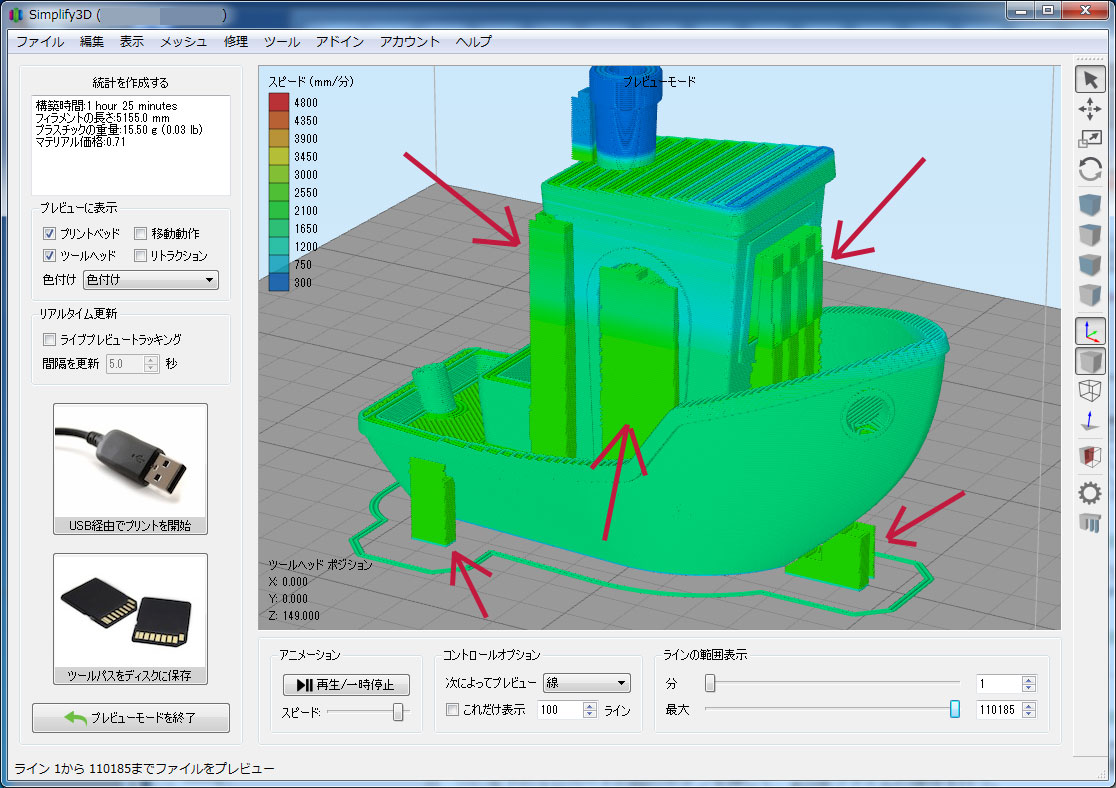
ちなみに上記画面がgcodeでのノズルの動きと積層の絵を表しており、印刷のシミュレーションをアニメで見せてくれたり、 外壁か内壁かインフィルかなどで色を変えて表示をしてくれたり(実際にはスピードで色が違うのか) いろいろ解析できる内容となっている。 また、サポート材も付けているので、そのサポート材ももちろん表示されている。
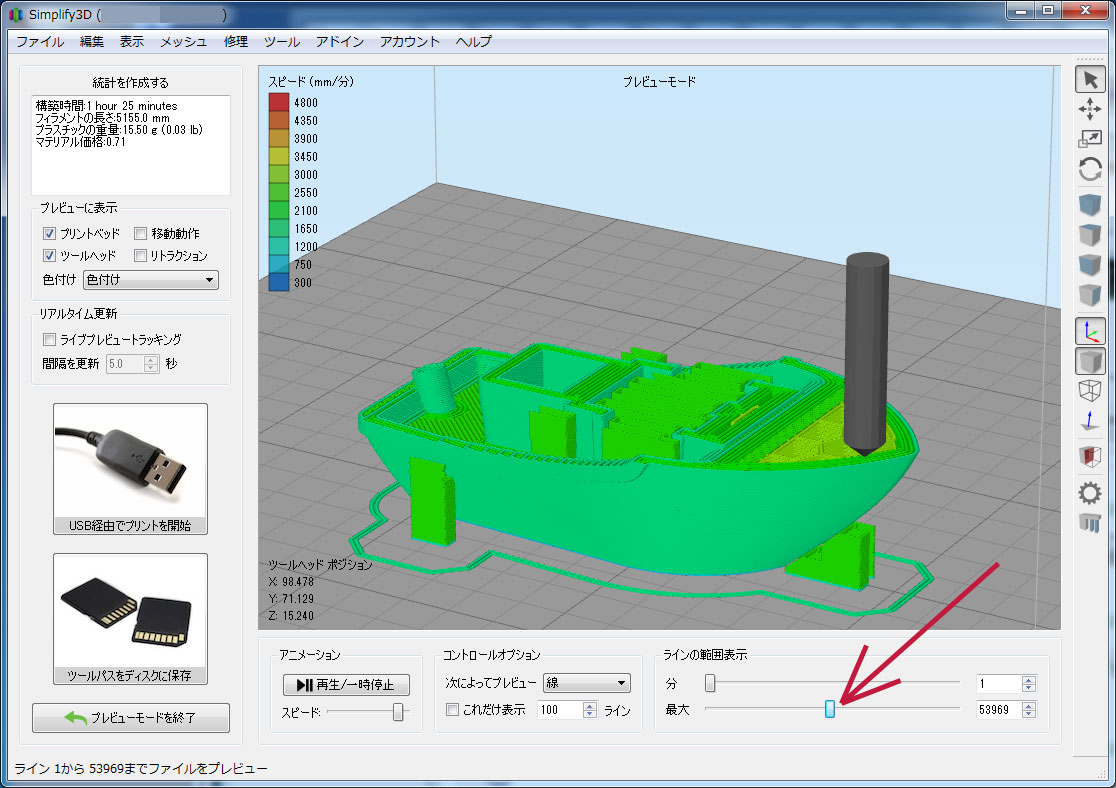
右下の目盛りを動かしてやると、最初の作成から最後の作成までで途中経過を層のレベルで見ることが出来る。 黒い鉛筆棒がどうやらプリントヘッダを指しているようだ。これなら外からは見えない内側の積層具合もよく見える。 インフィル率を上げると内部の塗り込みが多くなるなど、がよく分かるだろう。
では、ひとまずSimplify3Dでのファーストプリントを行ってみよう。
印刷(サポート材有)
デフォルトからの上記設定を行い、印刷を実施。実際にはSimplify3Dでgcodeを吐き出し、 そのgcodeファイルをOctoPrintに放り込んでOctoPiで印刷を実施。
最初と最後のスクリプトを何も触っていないので、どのような動作をするか気になったのだが、 スタートは左手前位置からズルズルと右方向へ軽くフィラメントを吐きながら移動。 でも隅の方なのでベッドの食いつきは悪く、スパゲッティゴミが出るだけ。
真ん中くらいまで移動したら、そこからスカート部分の印刷に入った。スカートはデフォルトだと2周なので、くるくる2周回る。だんだんとフィラメントがきちんとベッドに食いつく。このときに本印刷エリアにゴミが落ちると、印刷が荒れるので、プリンタヘッドの動きに注意しながら取り除く。なるべくゴミが出ないのが理想なのだが。 これはスライサー関係ないので仕方なし。
印刷終了を見損ねたのだが、ベッドが一番下まで降りていた。いい感じで完了結果を見せてくれる。 出来上がりはなんだか良さそう。糸引きは少ないがサポートがどっさり。
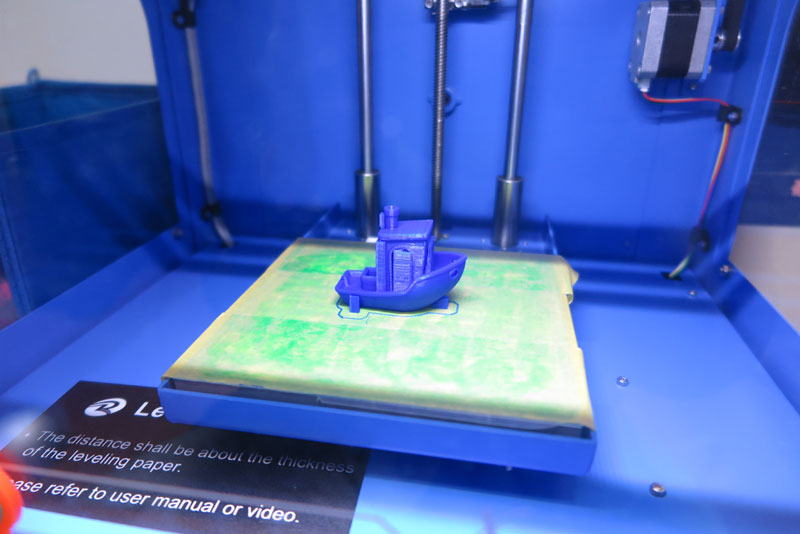
ベッドにノリを塗って実行したのでかなり食いついていて、剥がしづらい。ベッドから剥がす段階で外側についていたサポート材は、 簡単に取れた。サポートしていたのかわからないくらい簡単に取れた。 噂に聞くSimplify3Dのサポートはやはり感動的に取れやすい。なぜこんなくっつき方しているのか不思議。 しかしこの船、船内にもサポートがどっさりついている。ヤバイ。
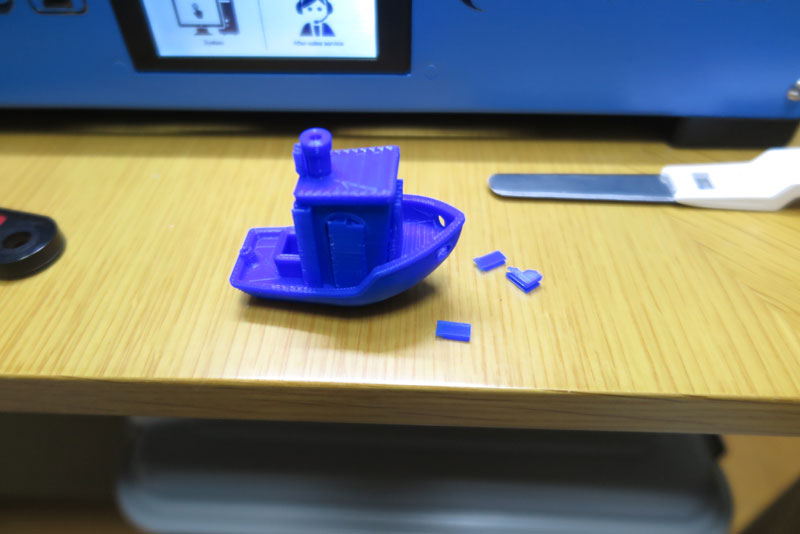
船内にたくさんあったサポート材だが、簡単には取れず取り出しには苦労した。 しかし取れやすいのは確かで、ただサポートが窓より大きいので取り出しにくく苦労した。ラジオペンチで窓から内部に突っ込んで、 ガリガリもぎ取ったらなんとか取れた。無茶な取り方のわりには内部や外壁への傷は浅く、うまくラジオペンチを使えばよさそうだ。 サポートのおかげか、船内には糸引きはなく綺麗に造形できている。出口の小さすぎる中にサポートを作るとお手上げだが、 そうでなければ問題なさそうだ。

有料のスライサーソフトだったが、サポート材の取れっぷりは感動モノだった。外部に着くサポート材なら安心して付けておける。 サポート材がないことで、造形がたるんだり糸を引いたりするが、おかしなサポート材だとサポート材を剥がすときに本体を壊すことも有り、 色々と難しいのだが、さすがSimplify3Dのサポート材はきれいに剥がれて安心サポート。 これでオーバーハングを恐れることは少なくなりそうだ。
詳細設定(オプション)
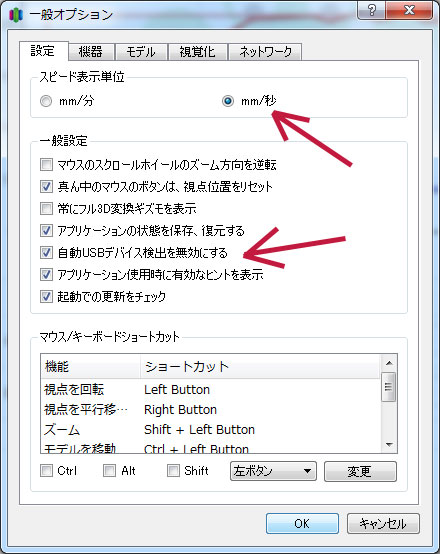
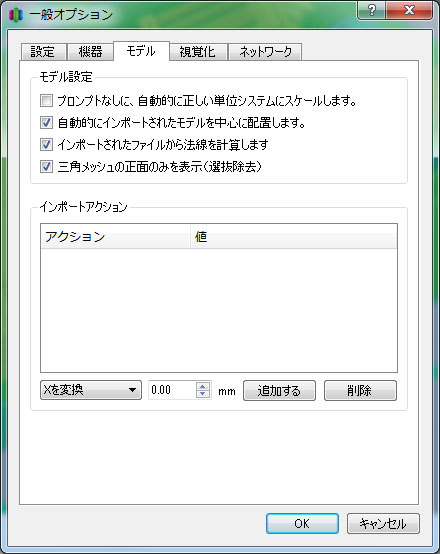
各種詳細を見てみる。まずは、メニューの「ツール」→「オプション」から。 「設定」タブでは、先頭のスピード表示単位をmm/分からmm/秒に変更。Curaではこの単位なので慣れの問題。 あと、PCでのUSB接続することは無いので、自動検知は外しておく。その他はデフォルトのままでいいだろう。 更新検知はまあついてていいか。
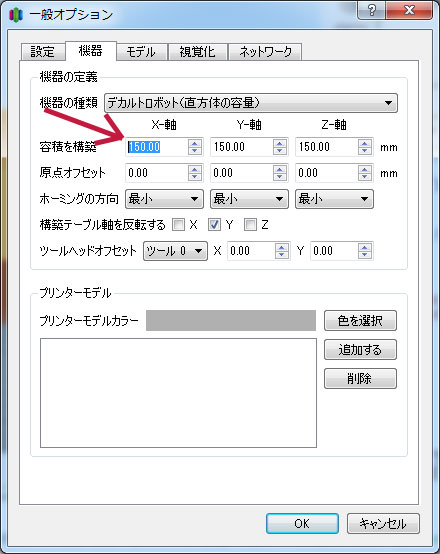
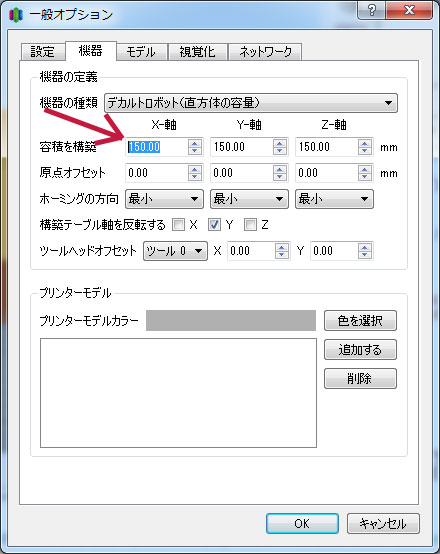
「機器」タブに印刷領域設定があった。デフォルトでY軸の反転チェックが入っているのが気になるところ。 X-ONE2はこのような設定なのかな? 印刷領域の150mmはちょっと危ない。 145mmがMaxな気がするので、一応変更しておく。でも、変更したらProcessで読み込んである機器設定と違うということで、 警告が出た。変更しちゃ駄目らしい。
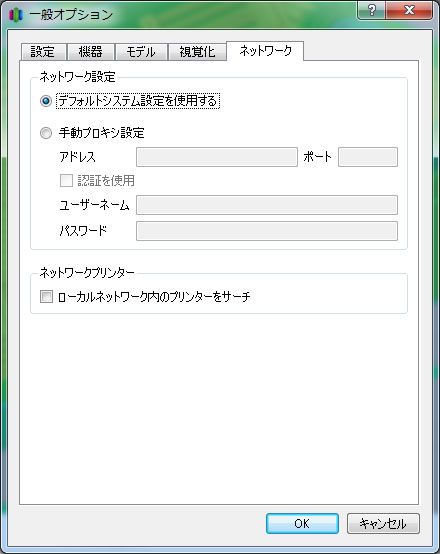
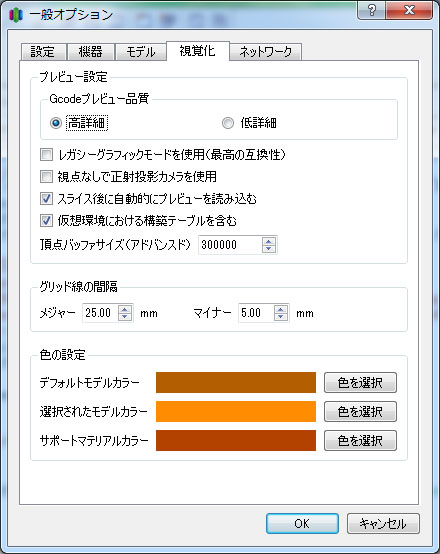
「視覚化」タブも変更なし。モデルカラーをその時のフィラメントの色にすると、出来上がりイメージに近づいていいかも。 けど色選択がWindows標準の選びづらいやつなので変更が面倒。よくあるフィラメントでの カラーセットとか出てくれるとありがたいのに。

ということで、ほぼ、デフォルト設定で良い。
詳細設定(Process1)
では、プロセスのFFF設定を見ていこう。ほぼこれがメイン設定となる。Process1をダブルクリックするか、 プロセス設定を編集ボタンを押すと表示される。また詳細を表示ボタンでさらに詳細を表示する。 詳細設定はタブ分けされているので、個別に見ていく。
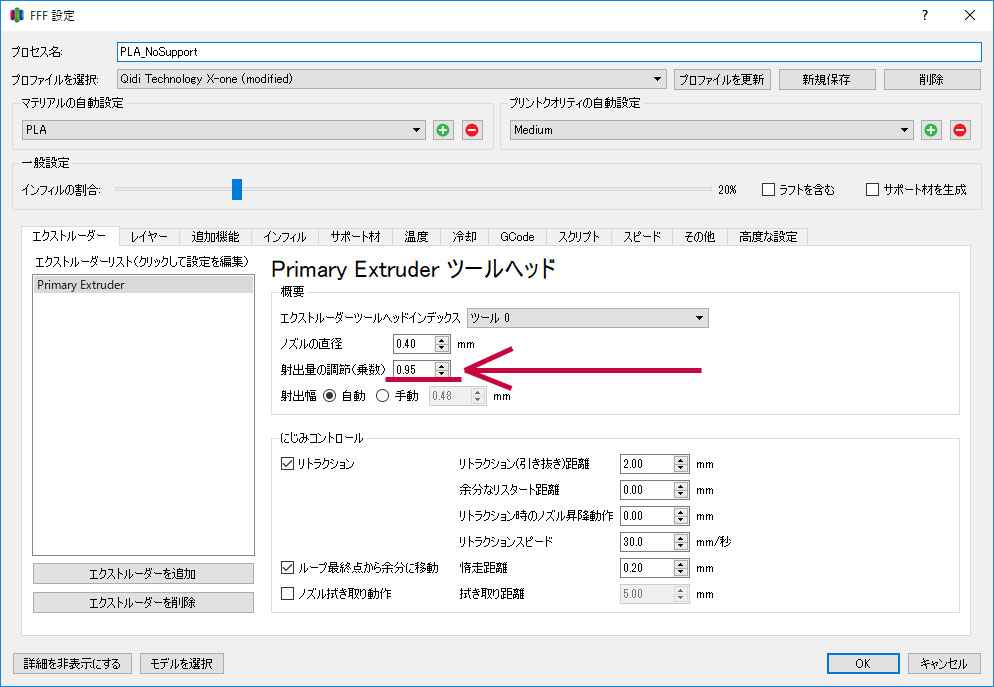
まずは「エクストルーダ]タブ。重要なのはノズルの直径。0.4mmのノズルがついているので、デフォルトで問題なし。 ノズルを変更した場合にはここを変える必要があるが、ほぼ無いな。 糸引きが多い場合などは、リトラクション設定をいじって調整らしいが、今のところ問題なし。
射出量は少し増やして0.9(90%)→0.95(95%)にしておく。少し隙間が空き気味なので、しっかりフィラメントを射出しておく。
「レイヤー」タブ。ここのレイヤーの厚みはデフォルトから少し変更。上面/底面/外周設定を、 デフォルトの3/3/2から4/4/4としておく。 基本レイヤー厚は、0.2mm。Z軸方向の厚みだ。0.1mmまではX-ONE2はいけるらしい。目は細かくなるが、印刷時間は倍に。
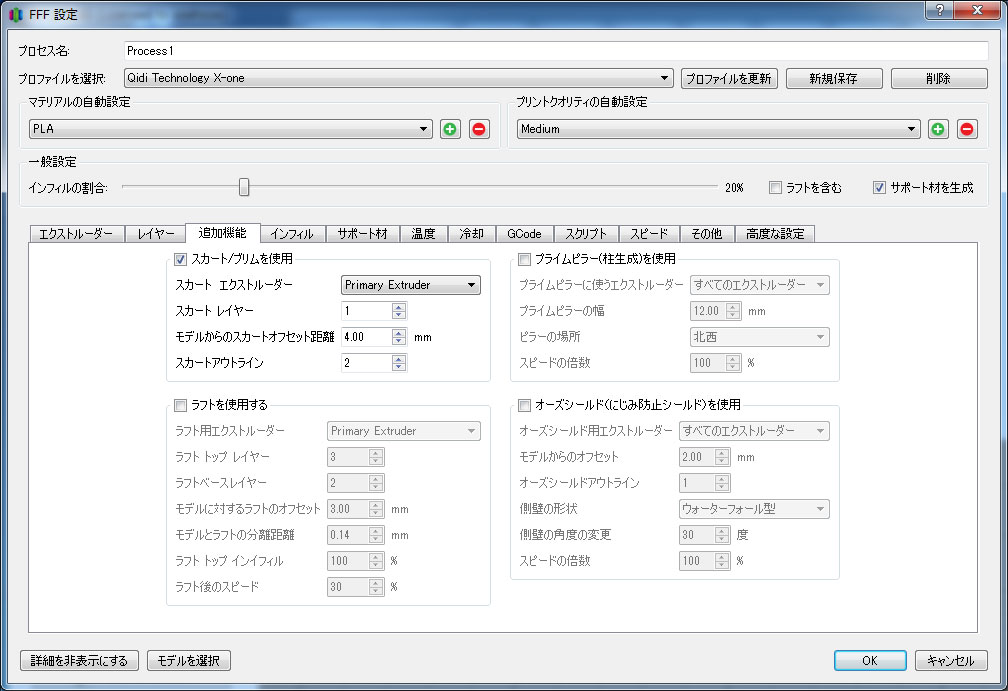
「追加機能」タブ。スカートはデフォルトどおり出力有り設定に。Curaでは1周分だったが、こちらのデフォルトは2周分。 まあいいか。それ以外にはラフト(土台)を付ける場合などの設定があるが、Simplify3Dではよいサポート材が着くので、ラフトは不要。 スカートと一緒にブリム(反りを防ぐ)も記載があるが、ブリム設定はないし実際ブリムは出てこないので、よくわからない。
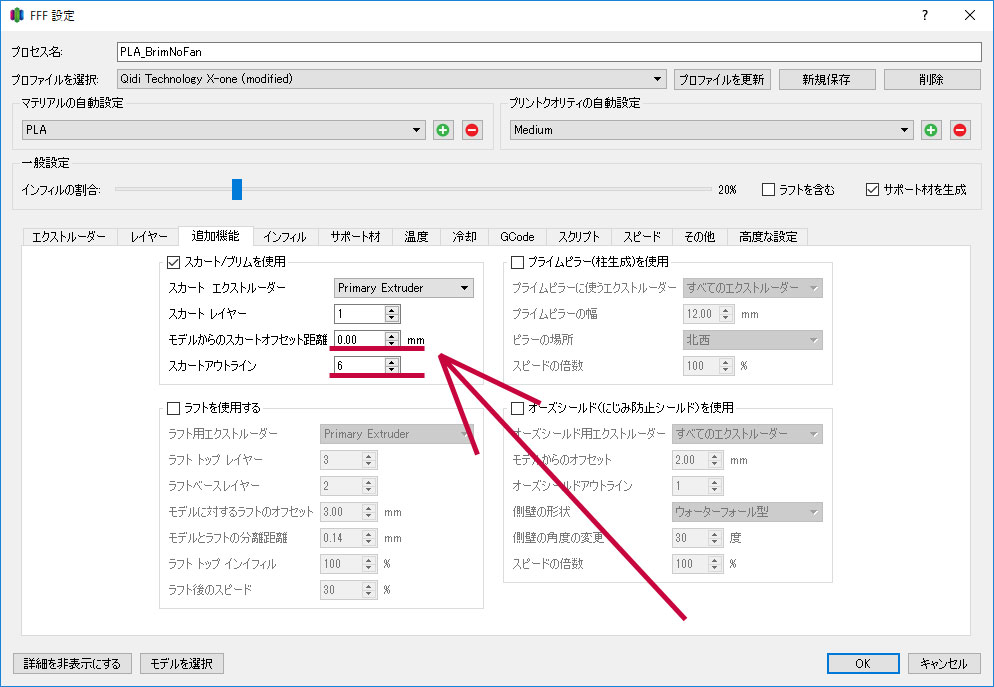
ブリムの設定とするには、スカートを本体にくっつければよい。設定としてはモデルからのスカートオフセット距離を0にすればよい。 これでスカートが本体にくっつく。2本だけのスカートだとあまり意味がないので、6本くらいのスカートをくっつけてブリムとするとよさそうだ。 冬など気温が低いときは出力したモデルが寒さで収縮して反りやすいので、ブリムをつけてあげると、ベッドとの接着面が増えるため、 反りに耐えることができる。
「インフィル」タブ。箱の中身設定だ。基本的にはデフォルトのままで良いのだが、埋めパターンの設定が変更箇所かな。 インフィル率は上側の全体設定側にあるが、その構造をここで設定。パターンごとにフィラメントの利用量はあまり変わらないが、 印刷時間や強度が違うっぽい。なんとなくかっこよさげなハニカムを設定。蜂の巣構造だ。多分色んな方向に強いはず。 でもちょっと印刷は遅くなるらしい(直線印刷系がやはり印刷は早い)
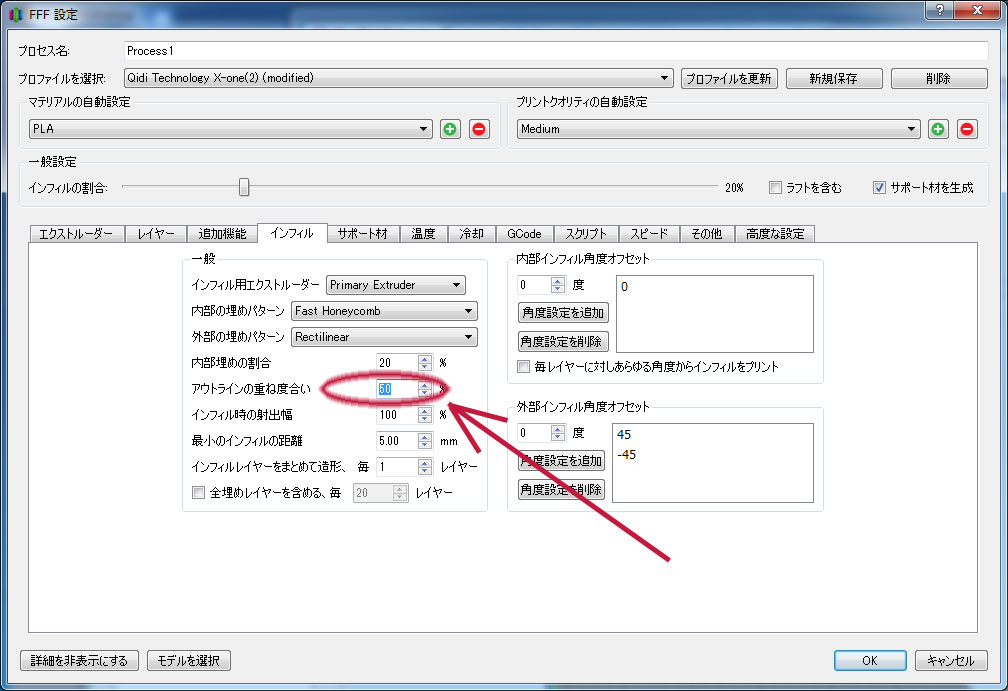
この中の「アウトラインの重ね度合い」の設定値なのだが、デフォルトの20%だと外周と内部塗りつぶしの間で隙間ができてしまう。 ここの値を上げることで、この隙間ができにくくなるらしいので、50%に修正する。 こちらの「斜線とループが離れてる病」 をみると、ここの設定を変えるのが良いらしく、50%が推奨とのこと。
「サポート材」タブ。重要な設定と思われるが、デフォルトで出て来るサポート材がきれいに剥がれて問題ないので、 特にデフォルトのままとしている。右側の最大オーバーハング角度を設定することで、サポート材のつけ具合が変わると思われ、 60度くらいまでに設定しても良さそうだが、印刷前に画面でサポート材確認するようにしており、 邪魔なものは手で削除しているので、少々付きすぎてもいいだろう。
「温度」タブ。とても重要。上の方のマテリアル設定と連動しているようで、これを変えるとタブの中身も変化する。 PLA用では、エクストルーダ温度をデフォルトの200℃から210℃に変更。 これで今まで焦げたりしてないので、問題ないだろう。またヒートベッド温度がデフォルトは60℃なので、40℃にした。
左上のマテリアルをABSに変更。ABS用は、デフォルトが225℃なので、そのままとした。 またヒートベッド温度もデフォルトは100℃なので、そのままとした。

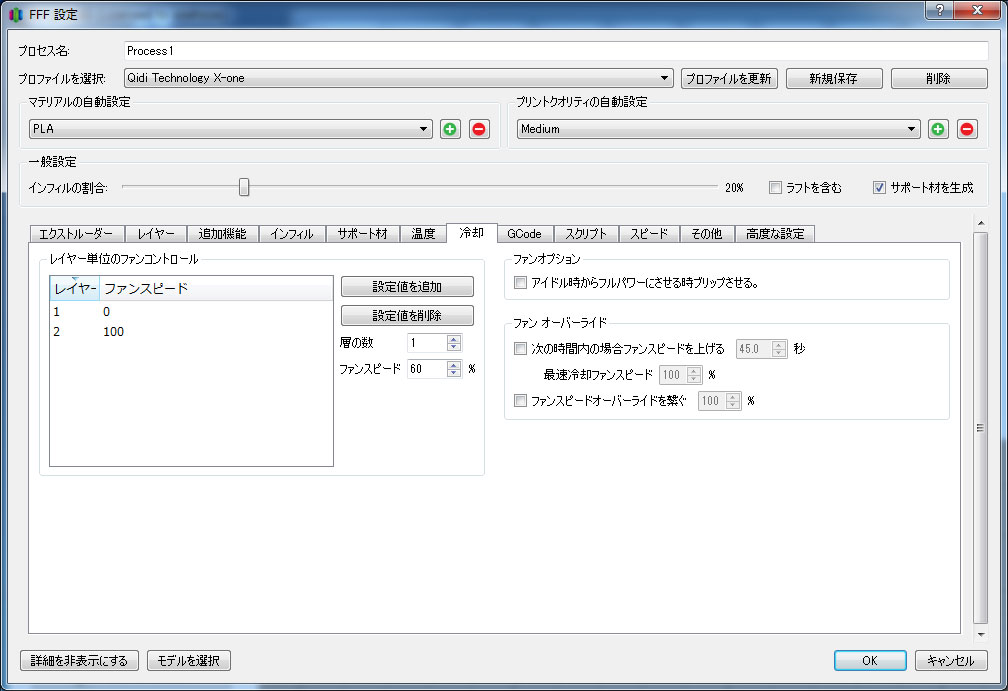
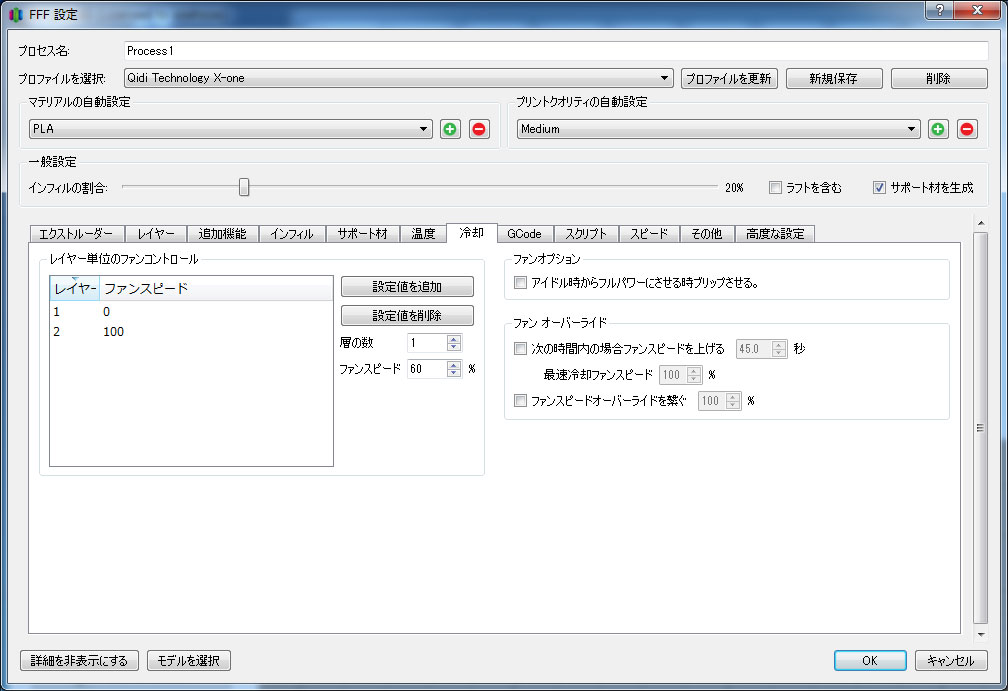
「冷却」タブ。デフォルト設定を見ると、1層目はファンを回さず、2層目からファンを回す設定な様子。 その状態で問題ないのでそのままとする。層単位での設定が可能なようだ。また右側には印刷が小さくすぐ次の層に行く場合には、 より冷却を上げる設定があるが、もともとが100%なのであまり意味はない。
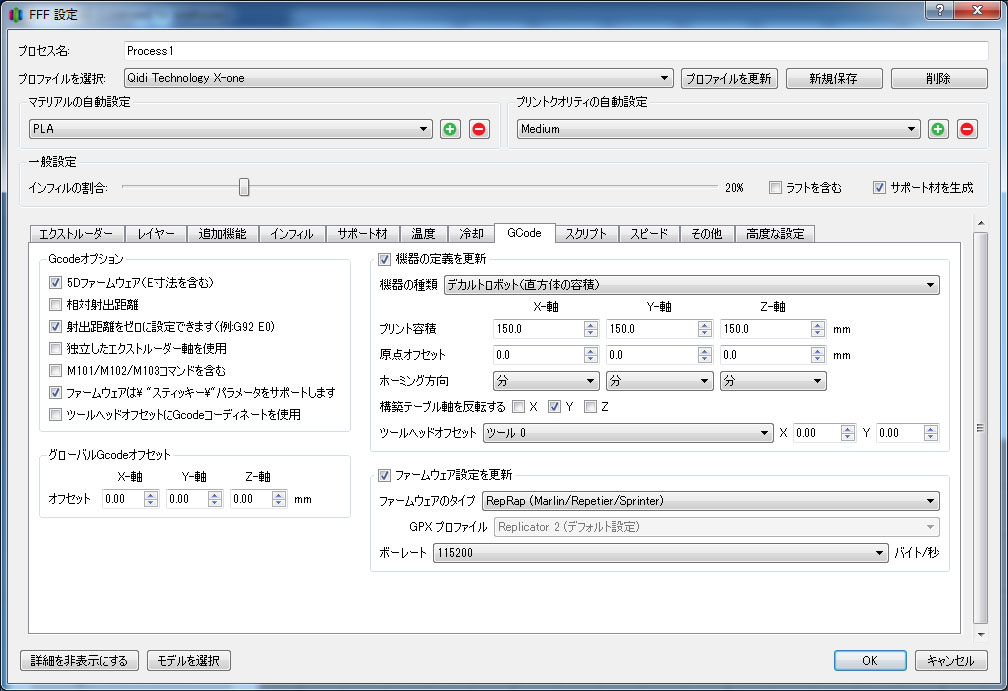
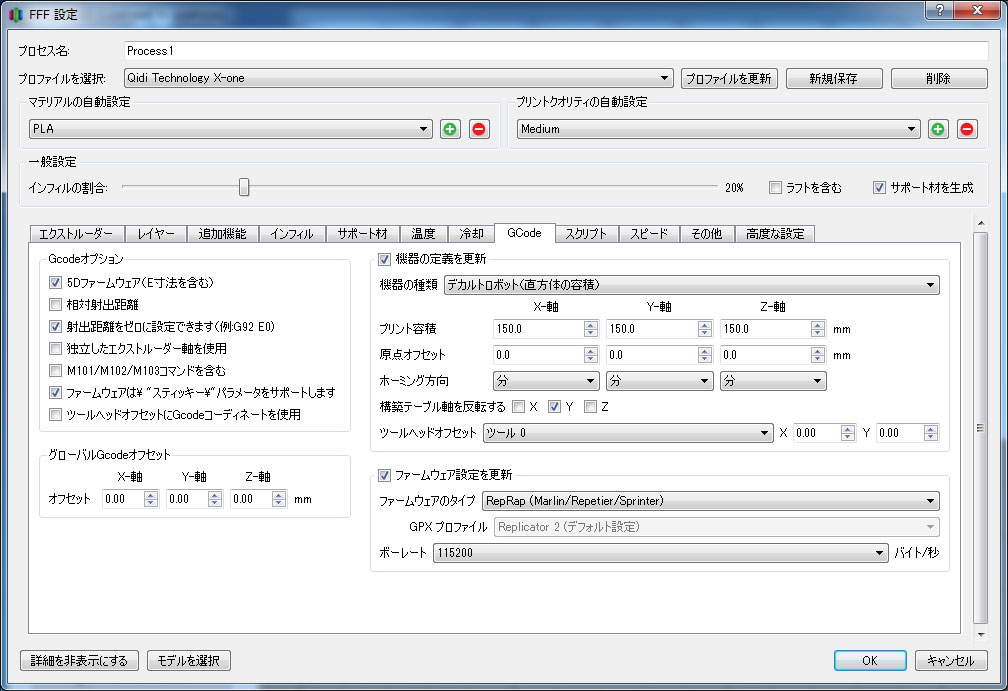
「GCode」タブ。色々と設定内容があるが、触るところはなく、デフォルトのまま。 プリント容積150mmを減らしておきたいが、機種設定変更となりややこしくなるので、そのまま。
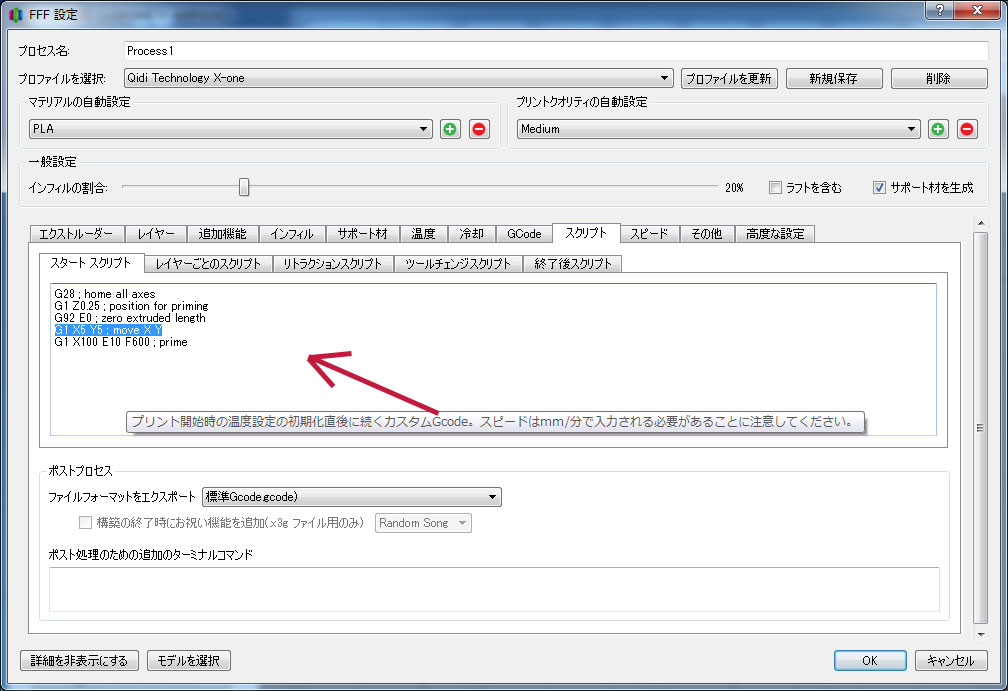
「スクリプト」タブ。まずはスタートスクリプト。最初にゴミフィラメント排出として、Y0軸でのX軸動作が有るのだが、 ベッドの手前の端っこを動き、ほぼフィラメントがベッドには付かないので、もう少し内側となるように、 [G1 X5 Y5]とちょっとだけ移動を差し込んだ。少し内側でゴミ除去の動作をする。でも、効果は少なめ。
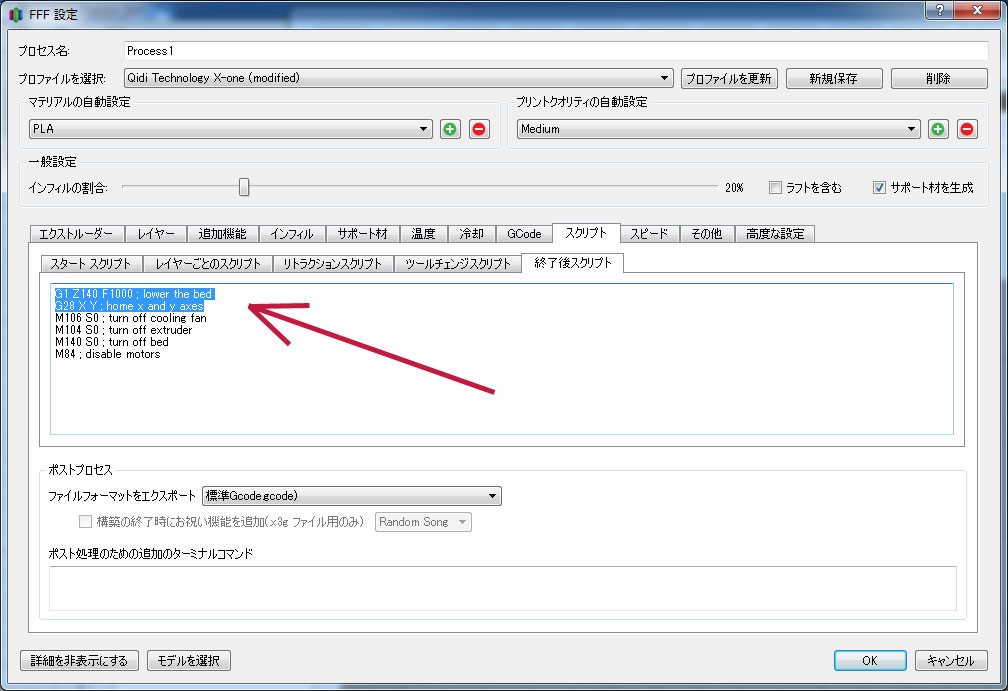
「スクリプト」タブの終了後スクリプト。こちらの最後にベッドを最下段まで下げる動作があるが、あまりに下過ぎて怖いので、 [Z149]→[Z140]と少し日和った設定とした。140mm以上の高さの造形物は作っちゃ駄目よ。
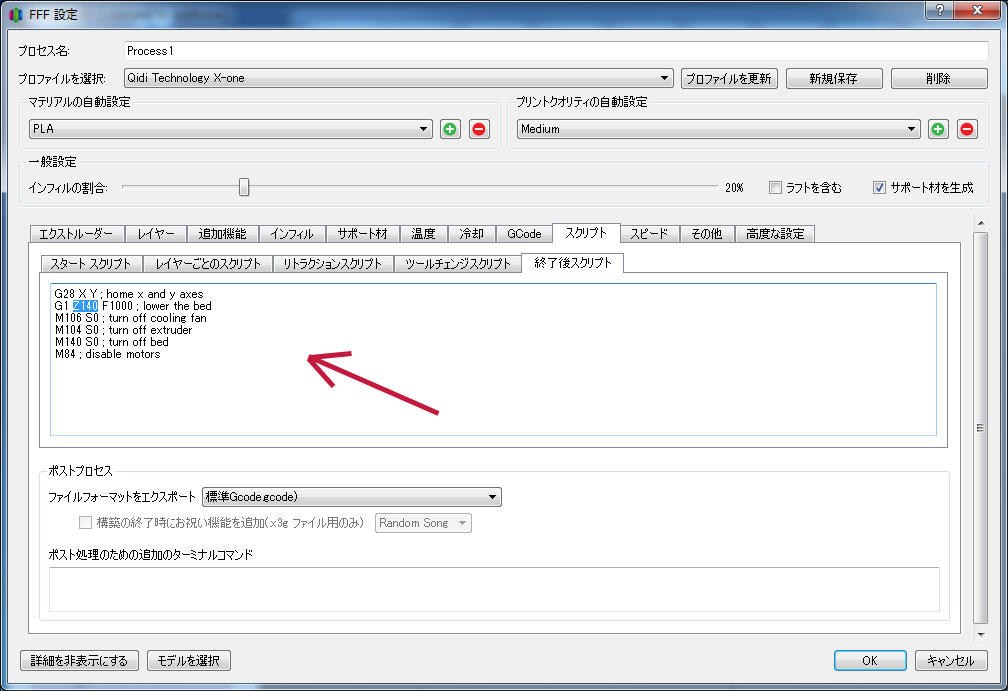
その後、動かしてみると、造形終了時に「G28 X Y」にてXY軸が右奥→左手前に移動。「G1 Z140 F1000」にて、ベッドが下がる。 といった動作をするのだが、造形後の「G28 X Y」のときにノズルから少しフィラメントが出てしまう。 それがホーム移動でベッド上を横断するため、ノズルから出たフィラメントが、完成した造形物に触れてくっつく。 最後の最後にゴミをくっつける動作をしてしまうため、XY軸移動とZ軸移動の順番を入れ替えた。 これで造形終了後に一旦Z軸(ベッド)が下がり、その後XY軸が動作してホームに移動する。 ベッドが下がるときに残ったフィラメントが糸を引くが、ゴミをくっつけられるよりはマシだ。
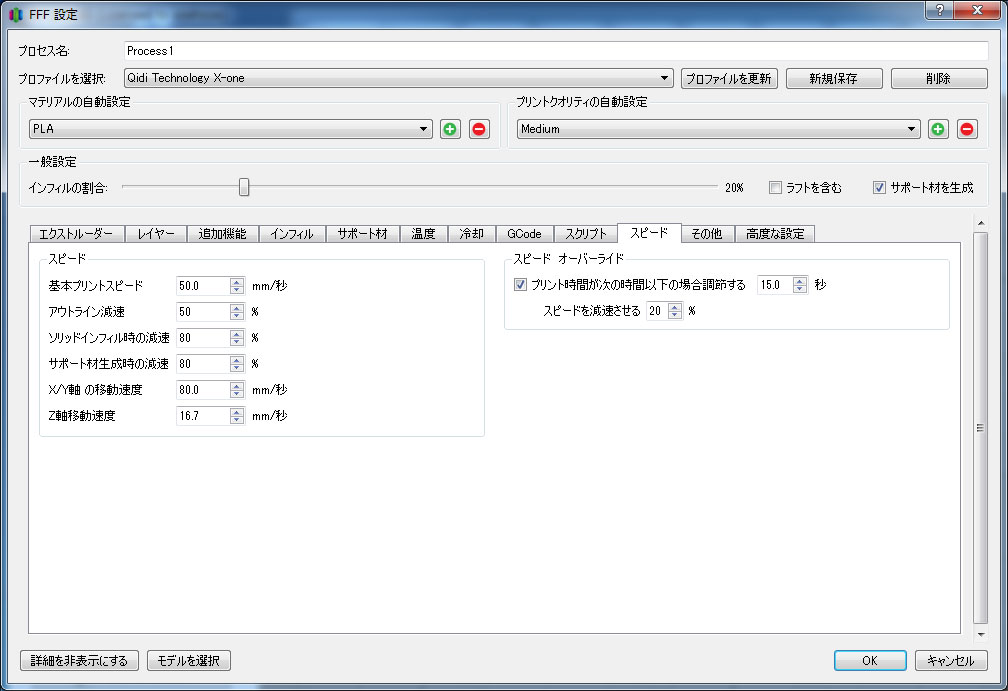
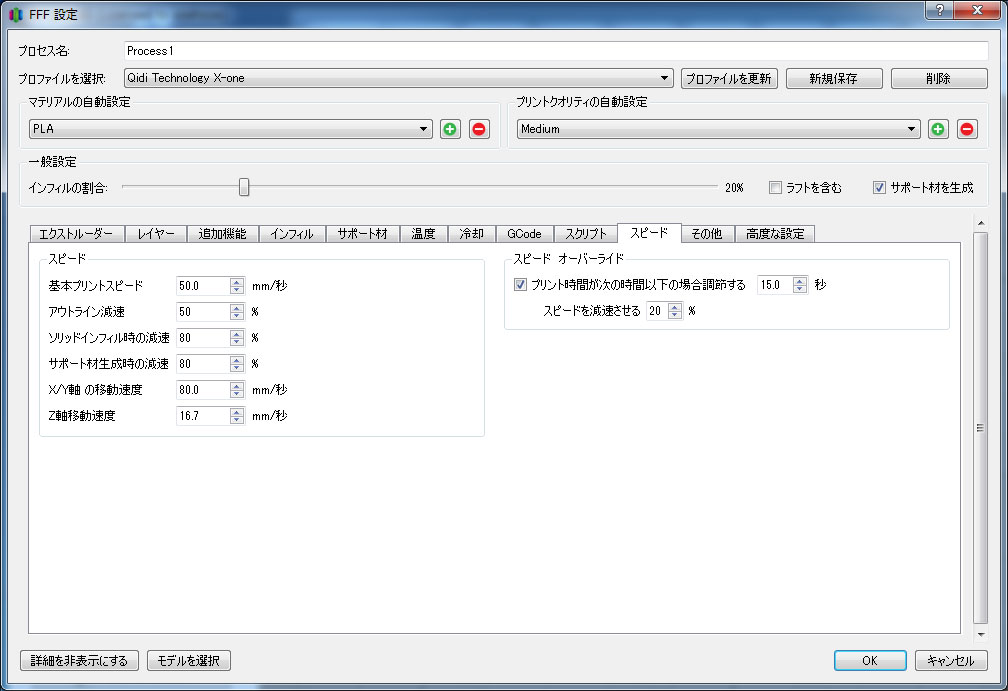
「スピード」タブ。ヘッドの移動スピードを調節するのだが、デフォルト設定のままでうまく行っているのでこのままとする。 印刷時間を早くしたい場合には少しスピードアップしてもいいが、造形が悪くなってはいけないので、当面このまま。
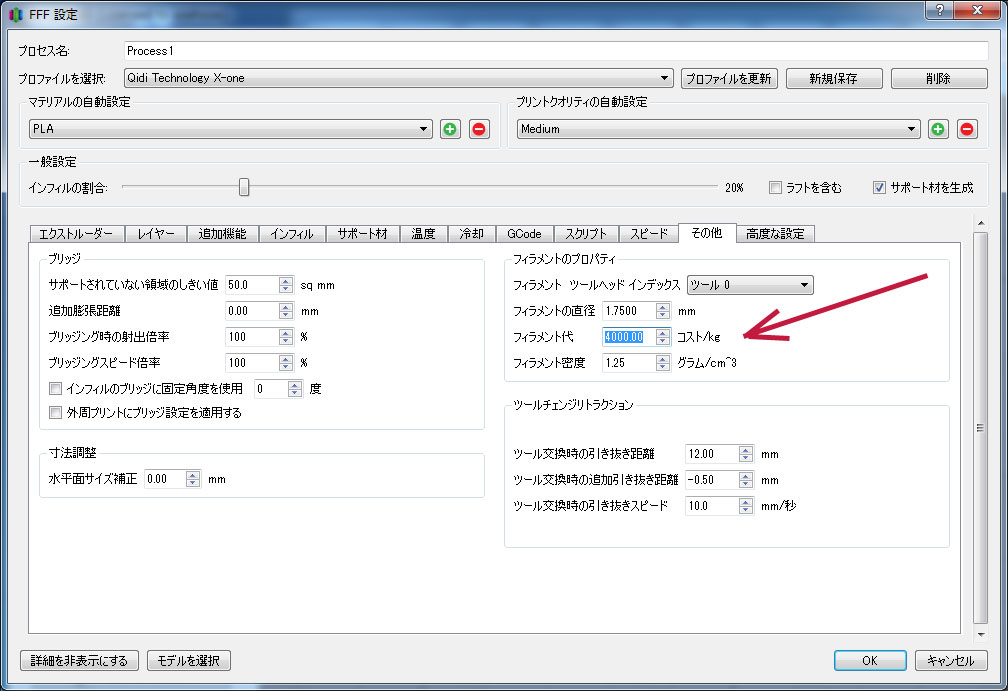
「その他」タブ。難しい設定が多いのでデフォルトのまま。右側のフィラメントコストは、46.0(ドル?)なので、 4000.0(円)にしてみた。だいたいこれでいい感じのコストが出ると思う。
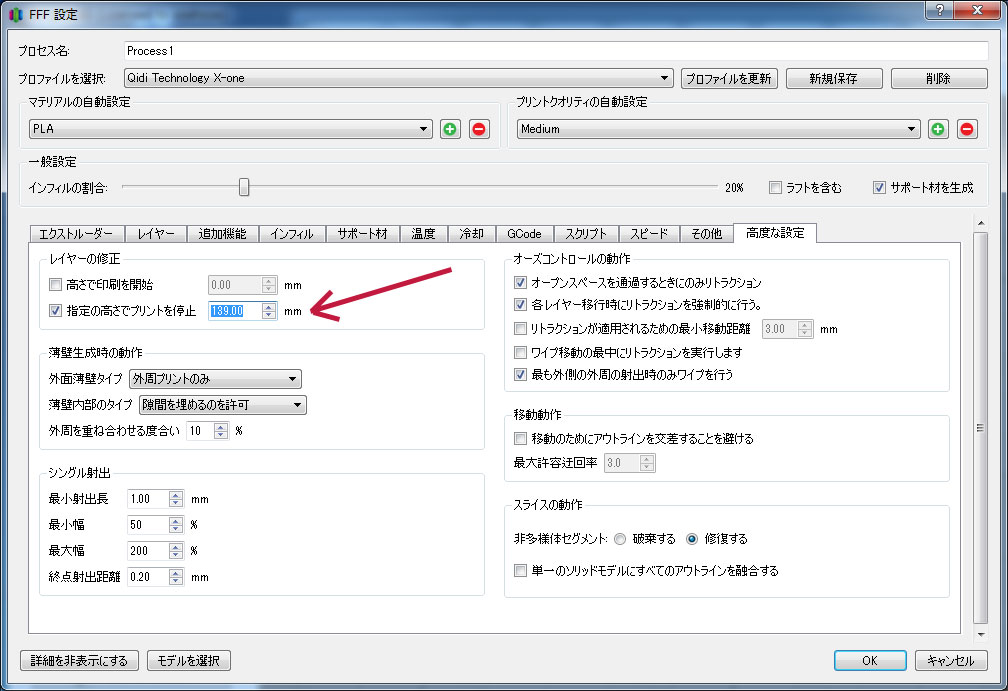
「高度な設定」タブ。左上の高さ制限設定があったので、デフォルトの設定無し(0.0mm)から、139.0mmを設定してみた。 終了時にベッドを140mm位置に下げることから、それ以上の造形物の場合には逆にノズルが造形物に刺さることになる。 なので、危険防止のため印刷を止める設定を入れてみる。そもそもは印刷前に気をつけなければいけない。
そのほか、上の右側にはプリントクオリティ設定があり、これによっても内容がどこか変化しそうだが、 いちいち調べるのが面倒なので、ひとまず放置。ちなみにHighにしてみると、積層0.1mmに変化していた。Mediumで使用。
インフィル(塗り潰し)
インフィルという設定があり、外壁の内部の空間をどのように塗りつぶすかという設定。 スカスカだと強度が落ちて壊れやすくなり、しっかり塗りつぶすと時間もフィラメントもたくさん必要。 だいたいインフィル率10%~20%で良いらしい。20%の設定としている。
インフィル率に加えて、埋めパターンと言う設定があり、これによって内部構造が変わっている。 それぞれどんな構造となるのか、スライス結果を見てみよう。
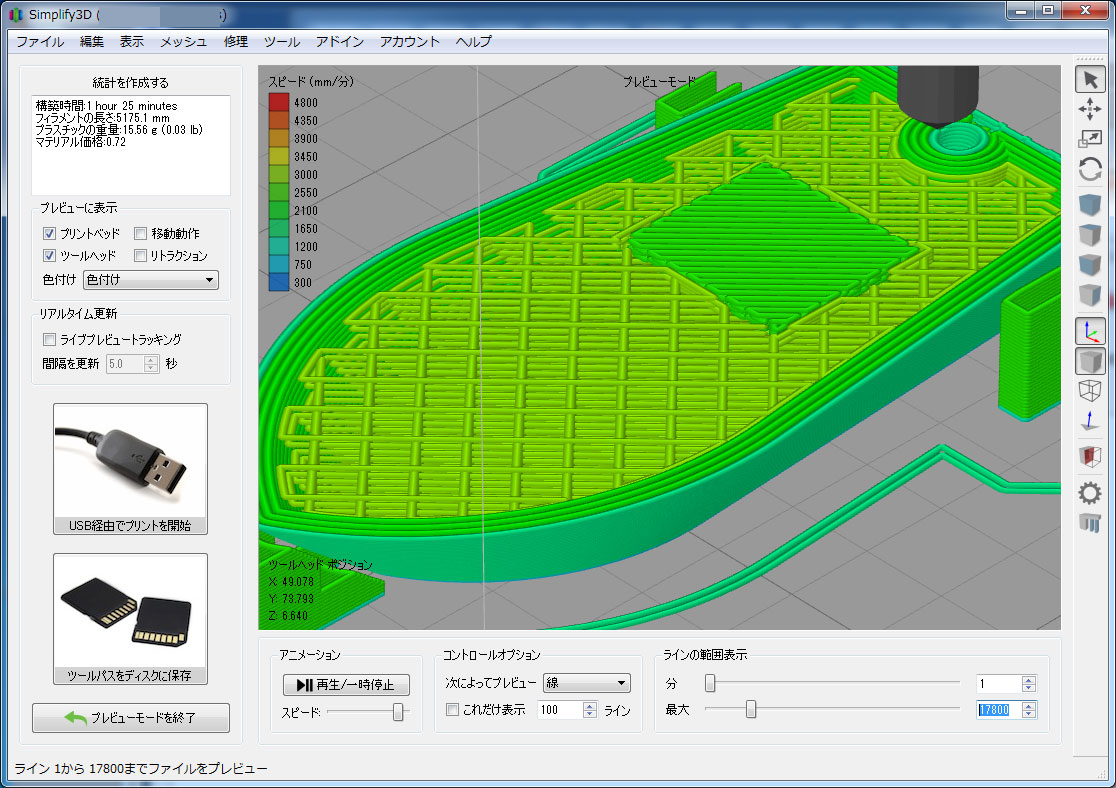
まずは「Rectilinear」直線型。層ごとに縦編み横編みを繰り返している様子。
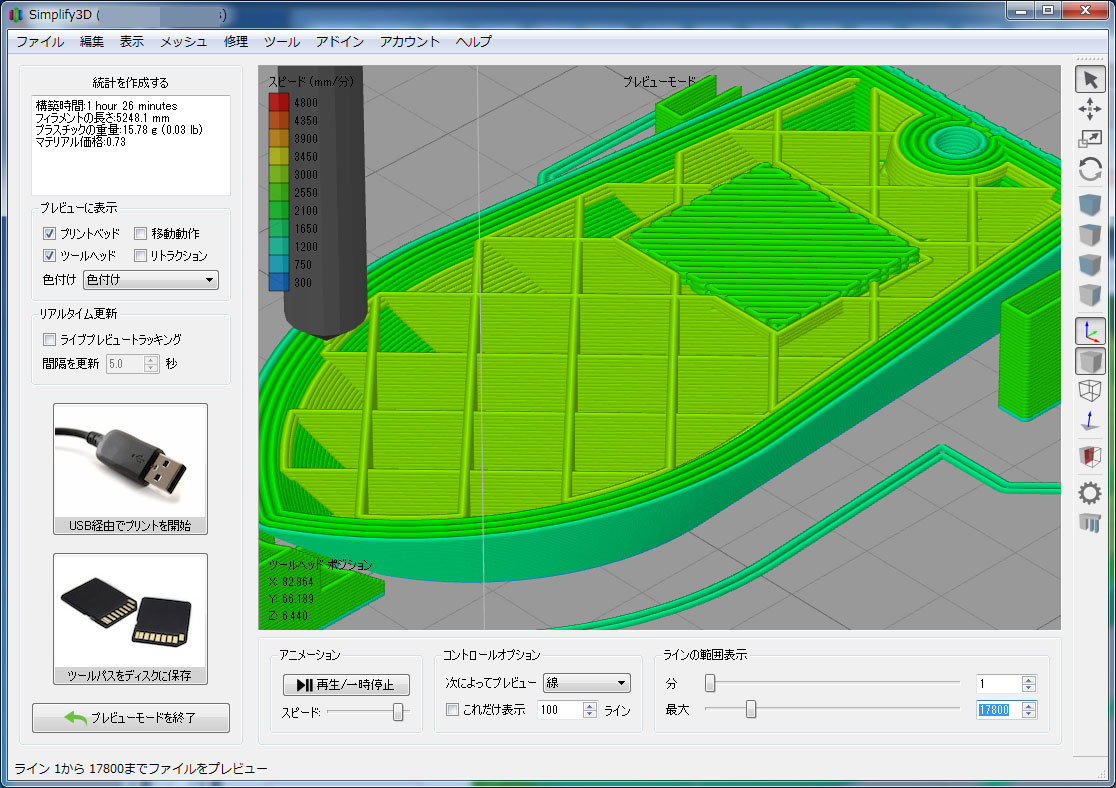
次に「Grid」これも直線型。ただし上記Rectilinearとは違い、縦横必ず出力。強度的には強そう。
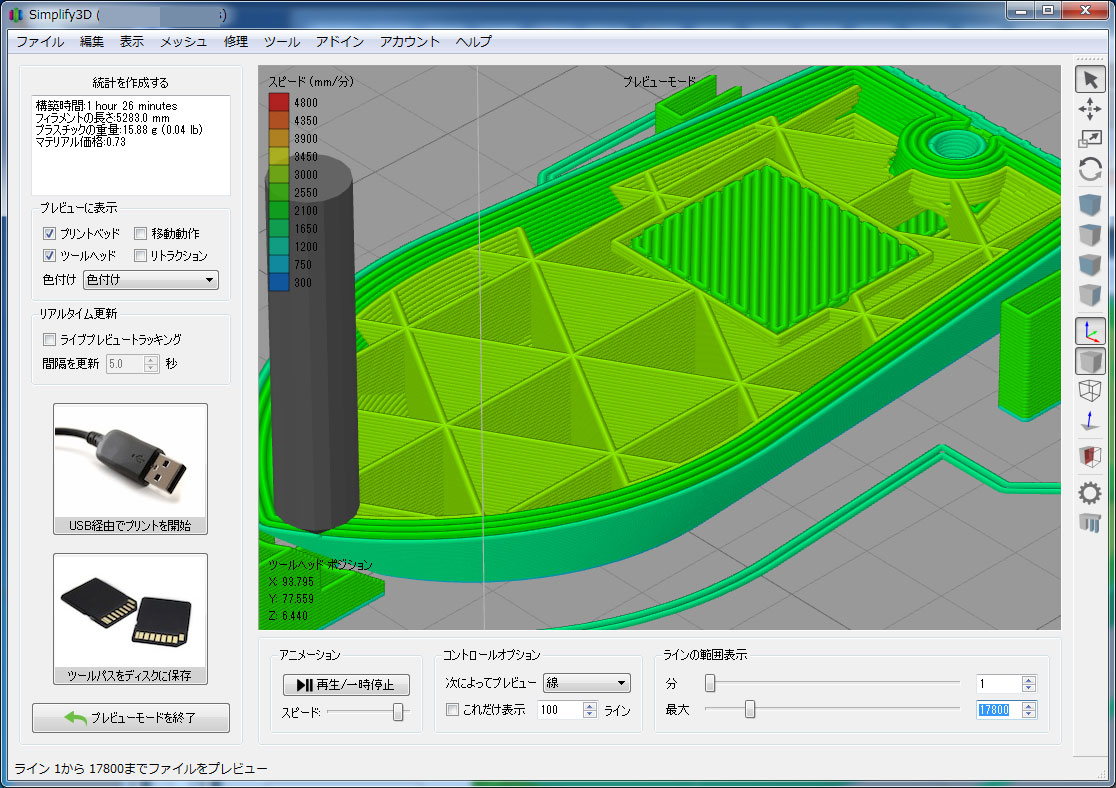
次に「Triangular」これは上記Gridの三角形型。四角よりは、三角のほうが強固?
次に「Wiggle」これは波々。波同士の横のつながりがないので、縦方向には強いが横には弱そう。 何かサポート材的な感じがして、かなり弱い気がするけど、出力は早いのかな?
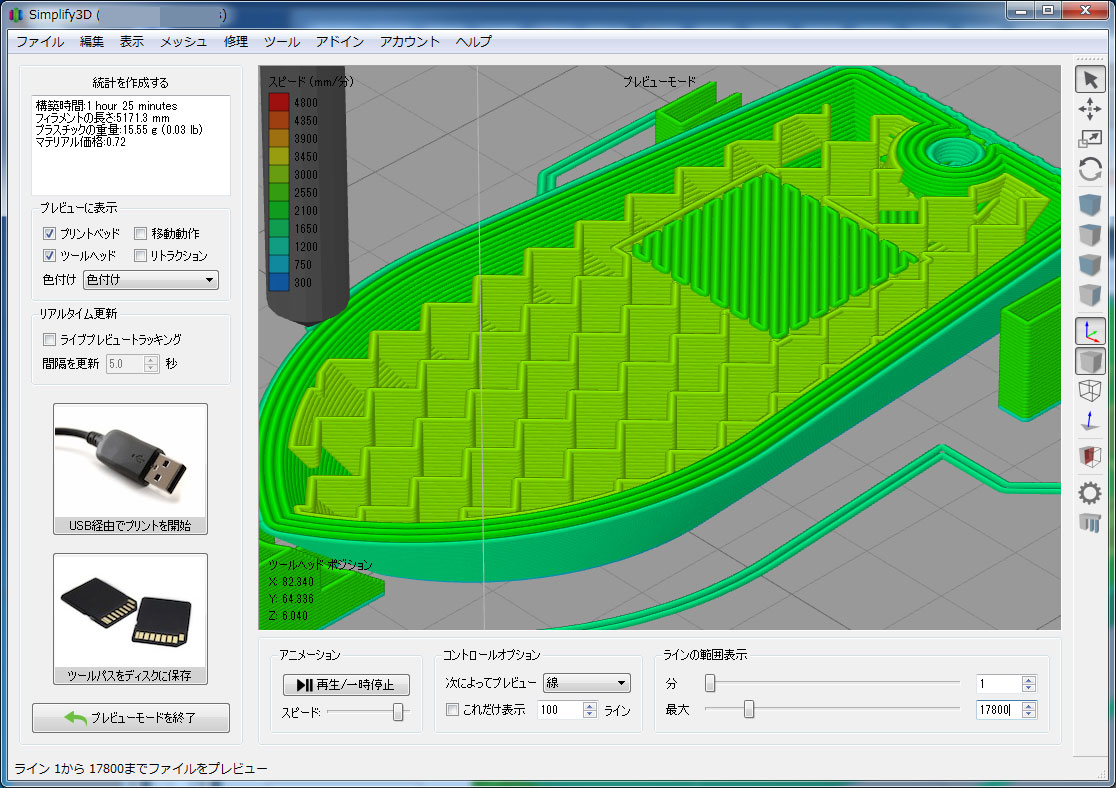
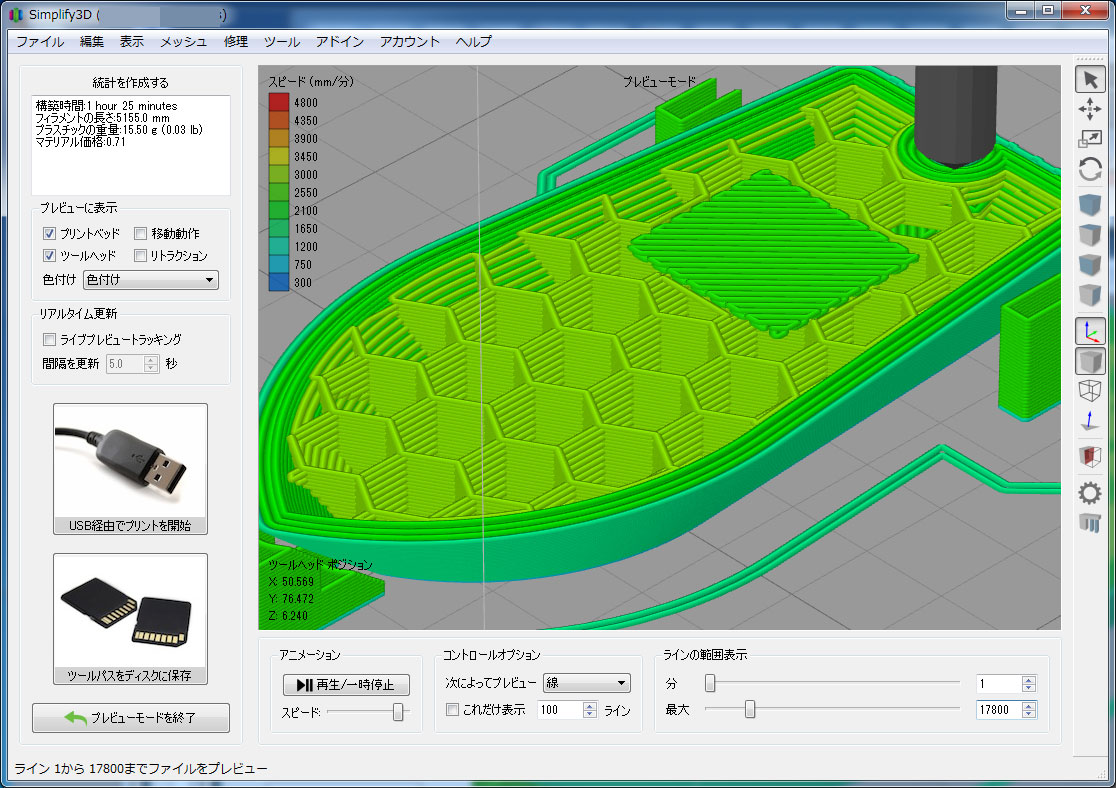
次に「Fast Honeycomb」六角形の蜂の巣構造。この構造は強度的には強いはずなので、通常はこれを設定している。 内部に隠れる構造なので見えないのが残念。印刷中に覗き込むと見ることが出来る。
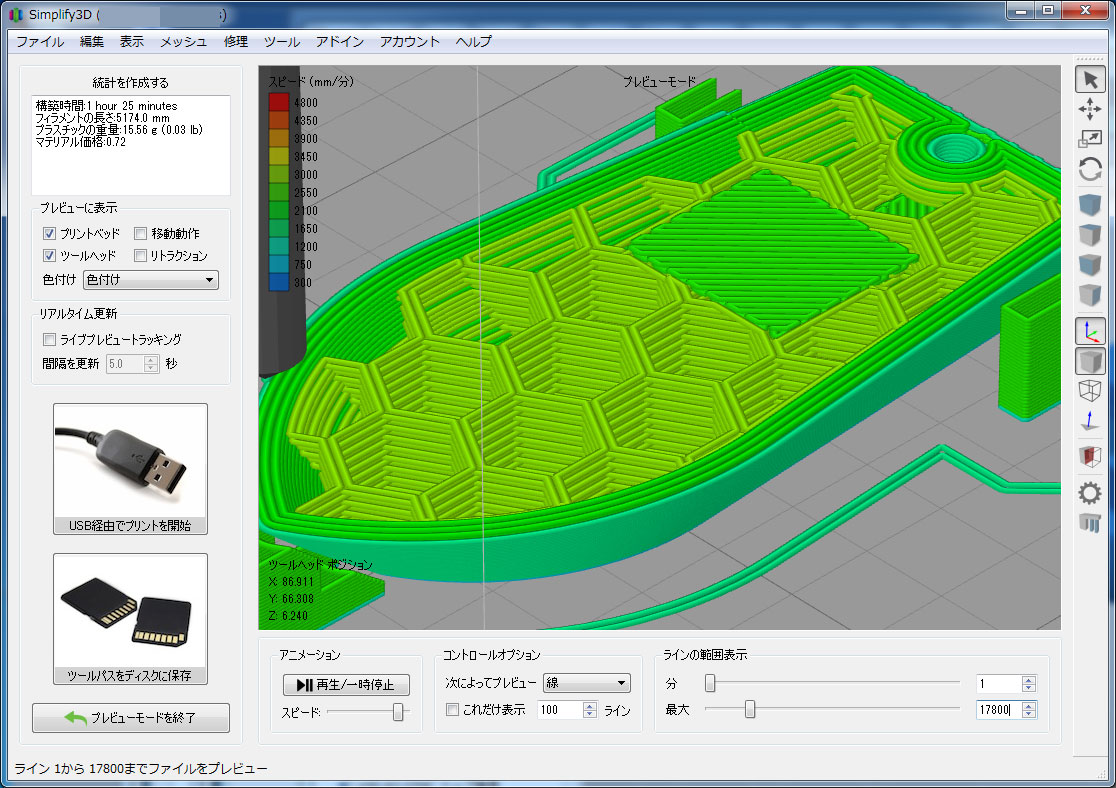
次に「Full Honeycomb」こちらも上記同様の六角形の蜂の巣構造。見た目は何か違うけど、具体的にどう違うのかよくわからない。 なんだかこっちのほうが荒い感じ。でも名前はこちらがFullとなってる。
まとめ
無料のスライサーがある中、わざわざそこそこのお金を出して購入したので、しっかり使い倒したい。今のところ分かっているメリットは、
・サポートが取れやすい
・スライス時間が早い
といったところ。でもずっと使っているとこれが標準になってしまうな。





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}