Simplify3D-V4.0.1(64bit)
PCが新しくなったので、Simplify3Dをインストールしなおす。64bitのwindows10で動作させるためソフト側も64bit版を入れてみる。 せっかくなので、Simplify3Dのページにアクセスしてみると、Ver4.0.1が出ていたので、こちらをダウンロードしてインストールしてみる。 何かがいろいろと更新されたらしい。

ダウンロードしたらインストーラを実行する。ちなみにライセンスは1ライセンスで2PCまでOKらしい。 旧PCにもまだSimplify3Dが入っているが、とりあえずは大丈夫だ。きちんと移行できたら、旧PC側ライセンスを削除しよう。
セットアップを起動。インストール開始。
ライセンス条項が表示されるので、チェックをつけて次へ。
インストール先フォルダは、デフォルトのままで次へ。64bit版なのでx86側ではなく通常側にインストールされる。
大した設定個所はなく、インストール開始。
ファイルのコピーが実施される。あまり時間はかからない。
ほどなく完了。簡単だ。
機種設定
そのまま起動すると、まずはログイン画面が出てくる。登録したライセンスのユーザとパスワードを入力する。

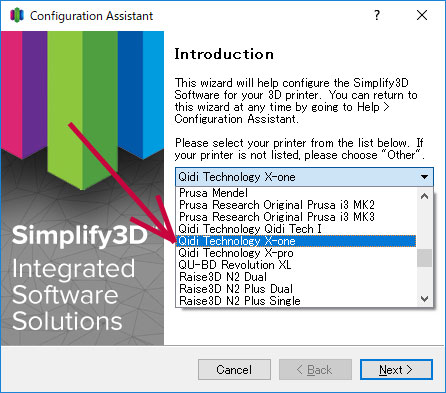
次に機種の設定。
一覧から「Qidi X-ONE2」を探すが、2の機種は入っておらず、X-ONEのみ見つかる。まあ印刷機能は一緒なので増えないか。
機種選択が終わると、初期の機種設定は完了。
Simplify3Dが無事起動。
詳細設定
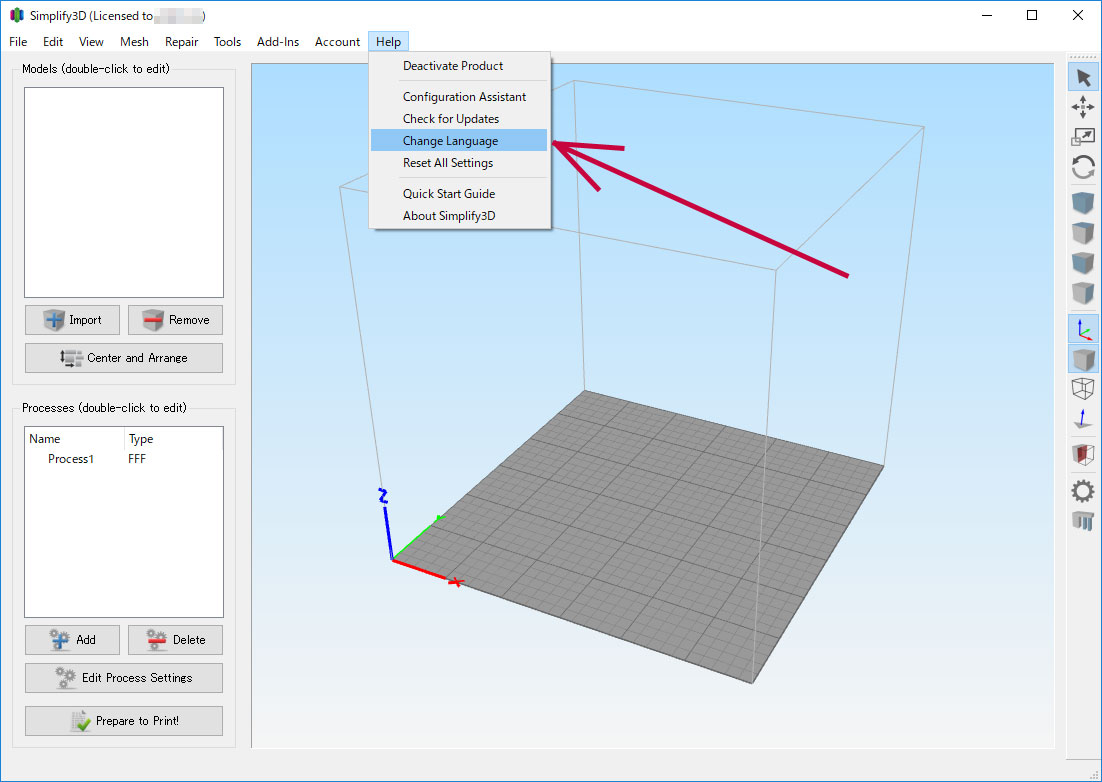
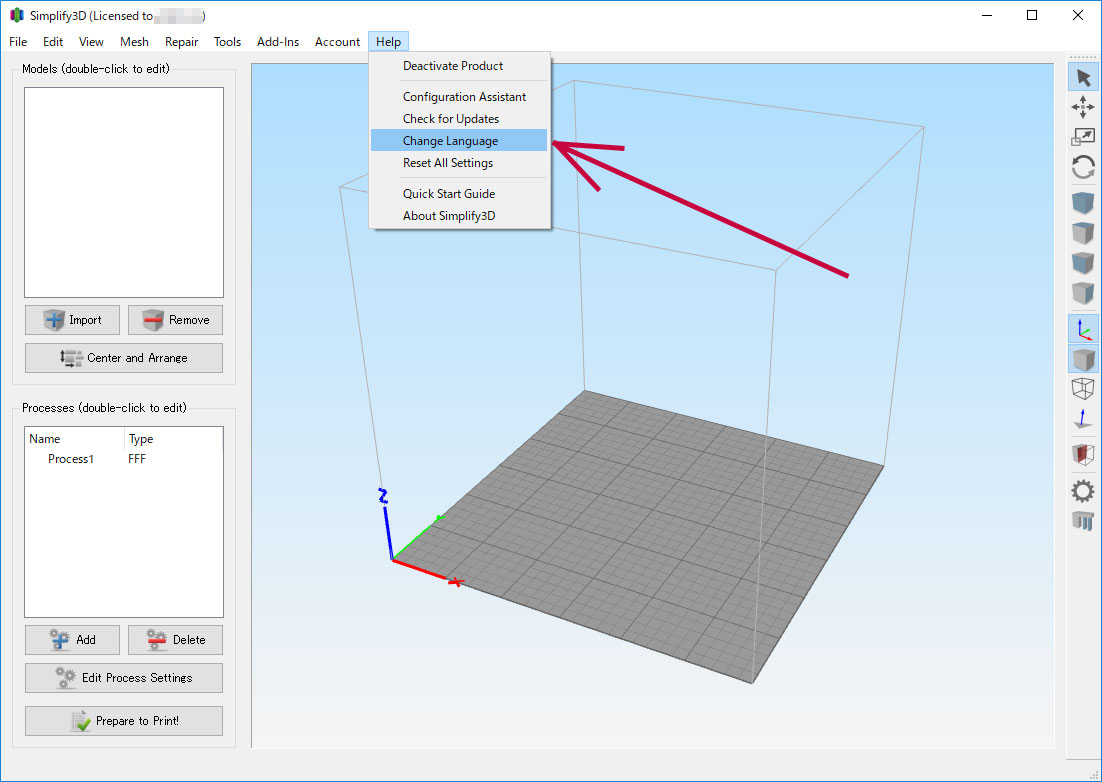
初期設定状態で起動したので、若干だが詳細設定を行う。まずは日本語化。Ver4からは普通に日本語化できるので、 設定を行う。Helpメニューから「ChangeLanguage」を選択。
言語一覧が出てくるので、この中から日本語を選択。
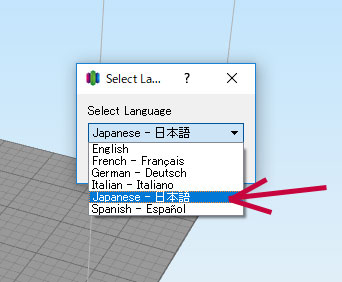
これで、日本語化完了。
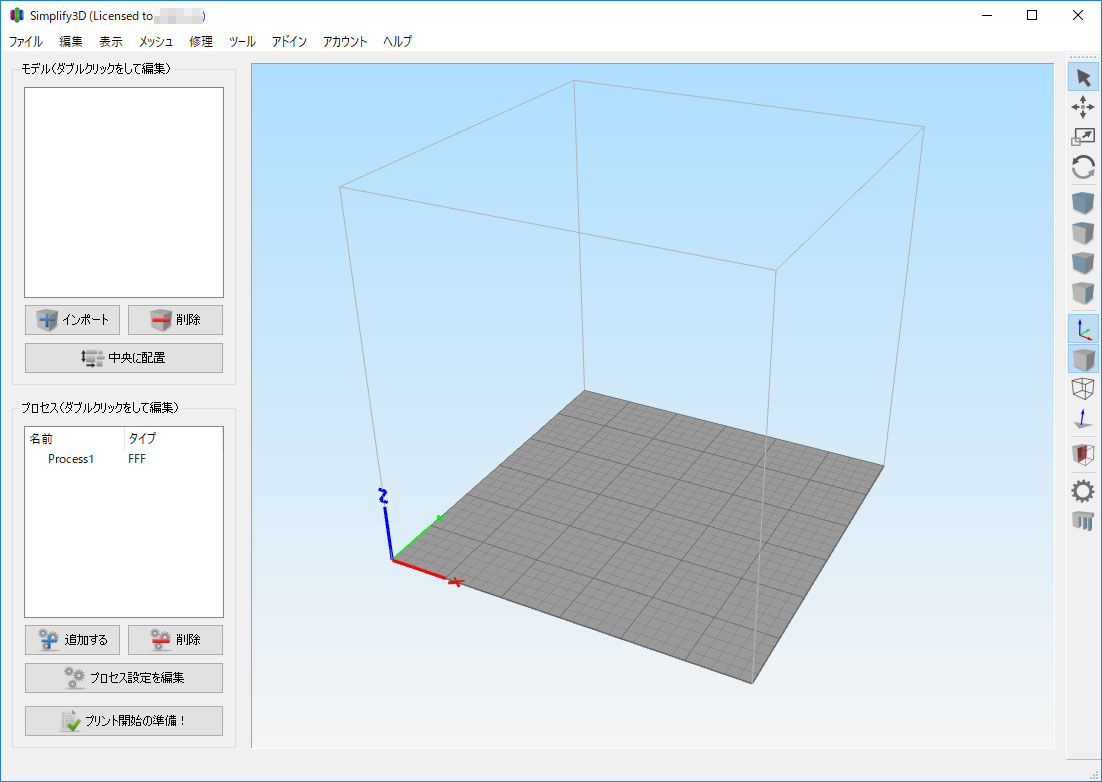
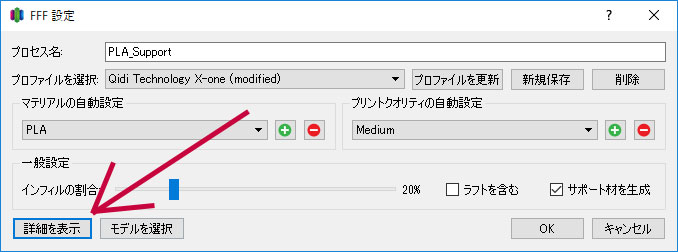
では、「プロセス設定を編集」で詳細を表示を押す。
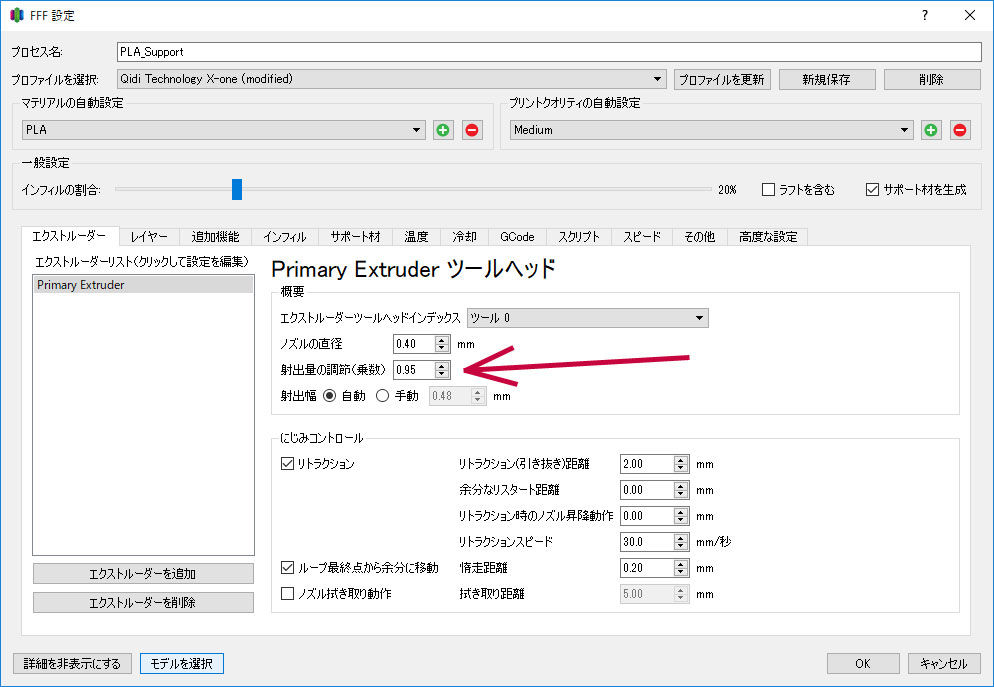
「エクストルーダ」の設定は、射出量を0.9→0.95と少し増やしておく。これはフィラメント間に隙間が空きがちなので、少し多めに射出させておく。
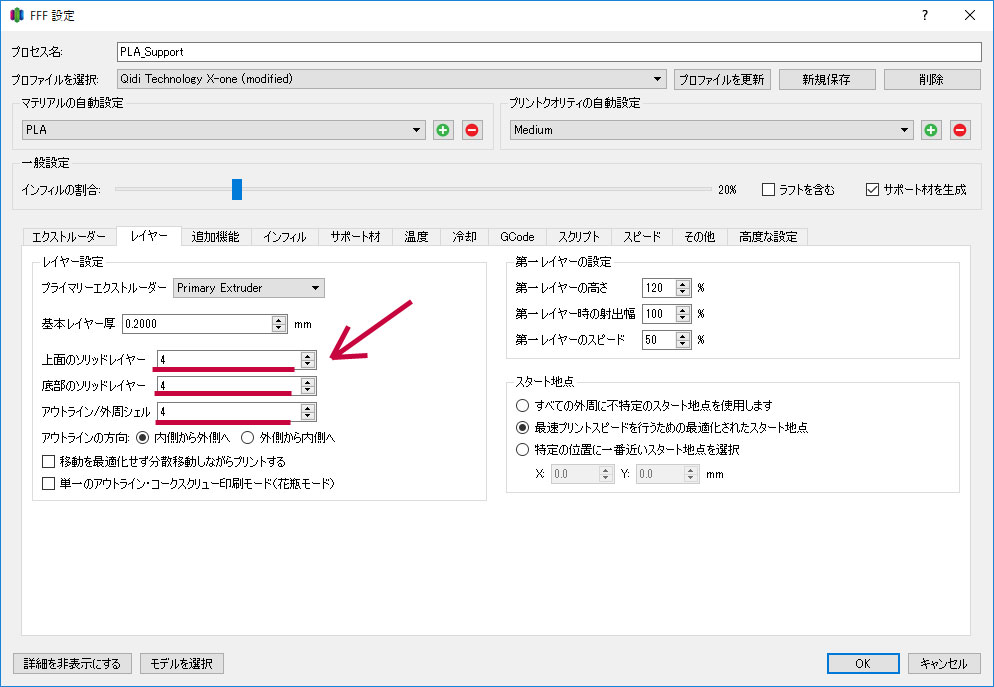
「レイヤー」については、デフォルトだと3/3/2のところ4/4/4に増やしておく。壁などしっかり作っておく設定だ。
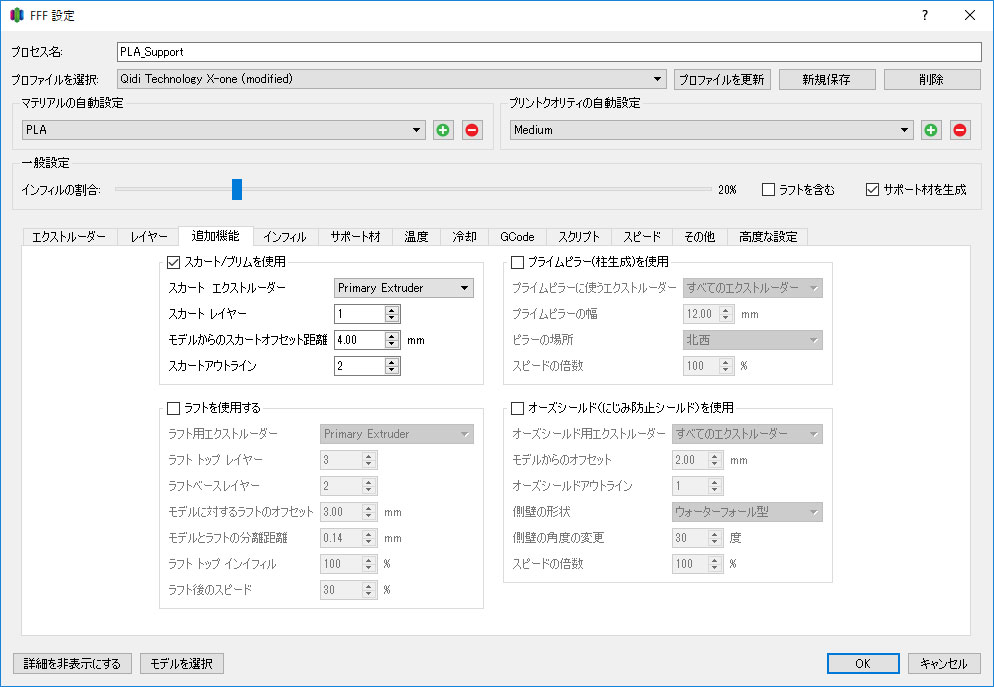
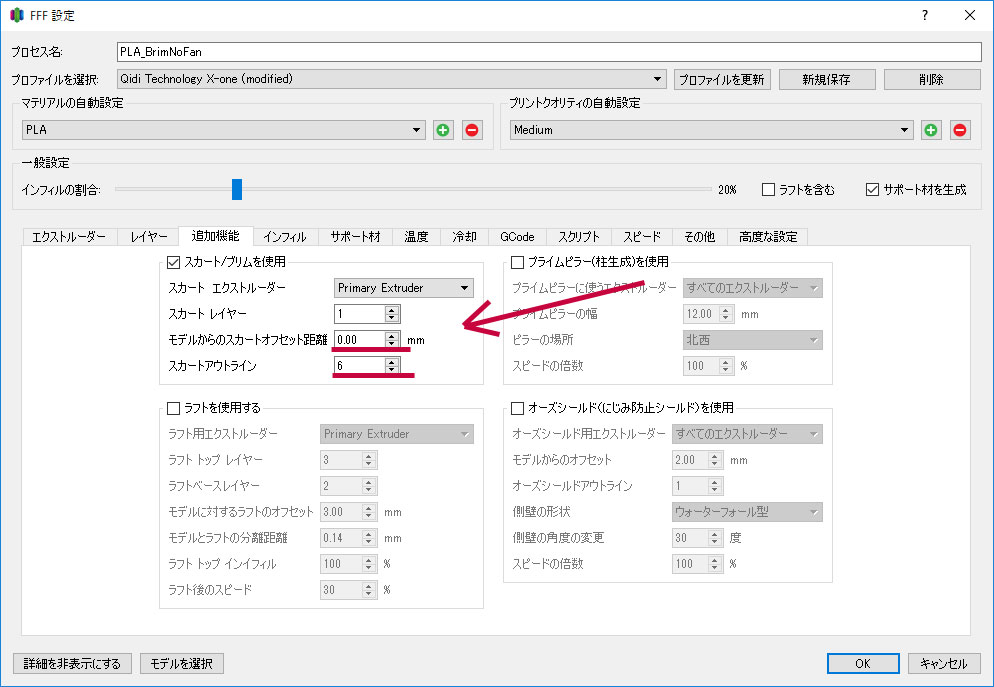
「追加機能」はそのままとする。ブリムをつけたい場合には、スカートをモデルとくっつければよいので、 オフセット距離の4mm→0mmにすればブリムとなる。ブリム設定時はスカートのアウトラインを2→6に増やしておいたほうが効果があるし、 あとで取り除きやすくなる。
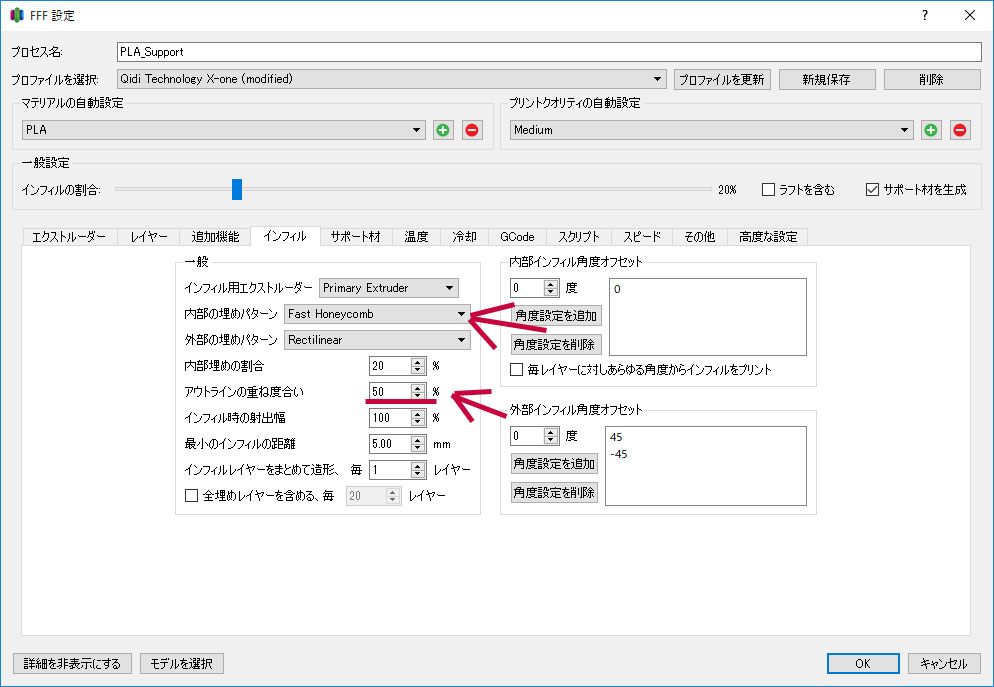
「インフィル」は、内部埋めパターンをハニカム(ハチの巣構造)に変更。実際はどれでもいいと思うが、 単純に見た目が気に入っているから。あと、アウトラインの重ね度合いを20%→50%に増やしておく。
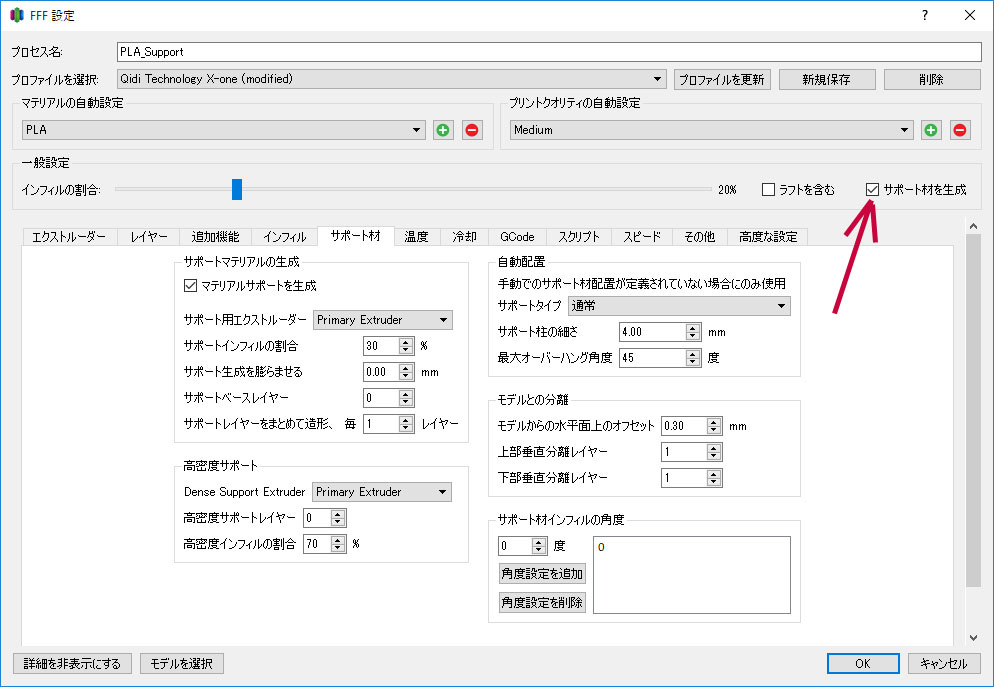
「サポート材」設定はそのまま。サポートを付けるかどうかは、右上のサポート材を生成へのチェック有無で決まる。
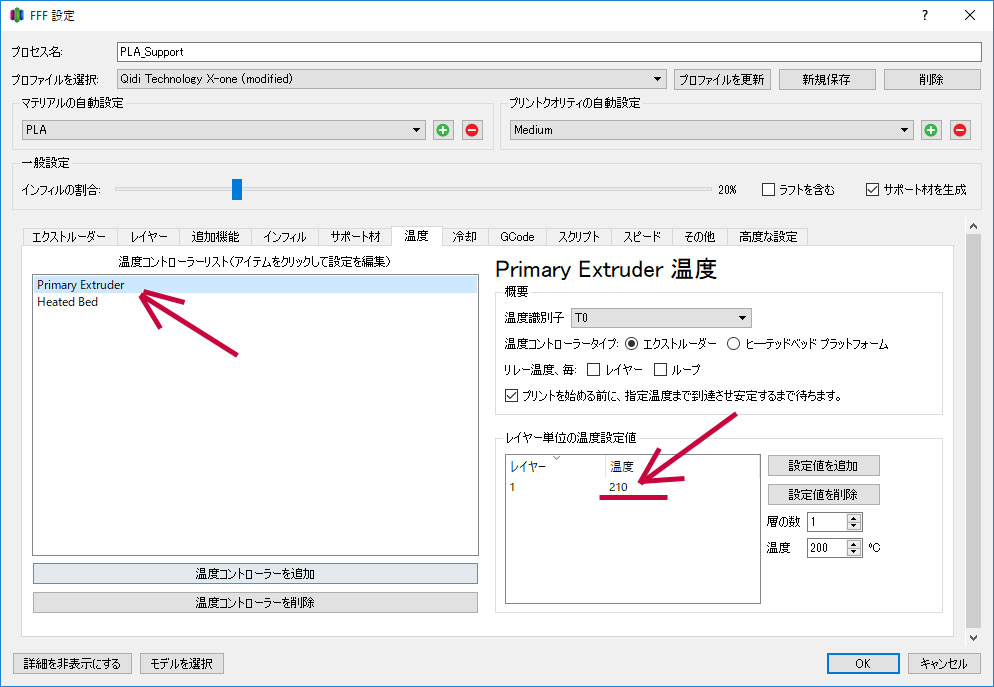
「温度」のPrimaryExtruderは、200℃→210℃とする。少し高いほうが調子いい。でも気温などでも違ってくるかな。
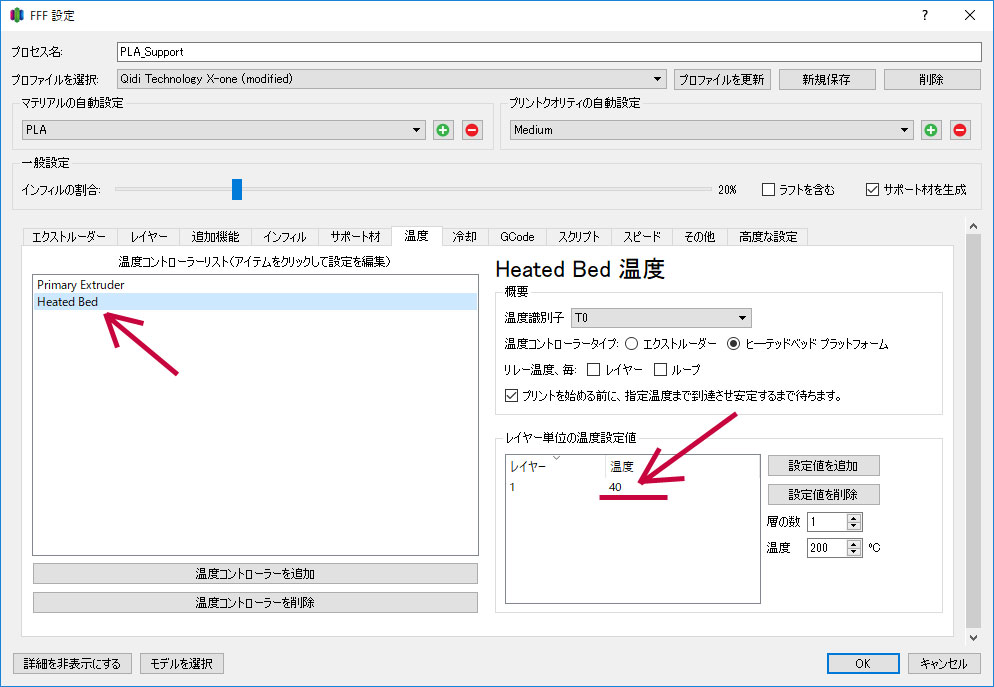
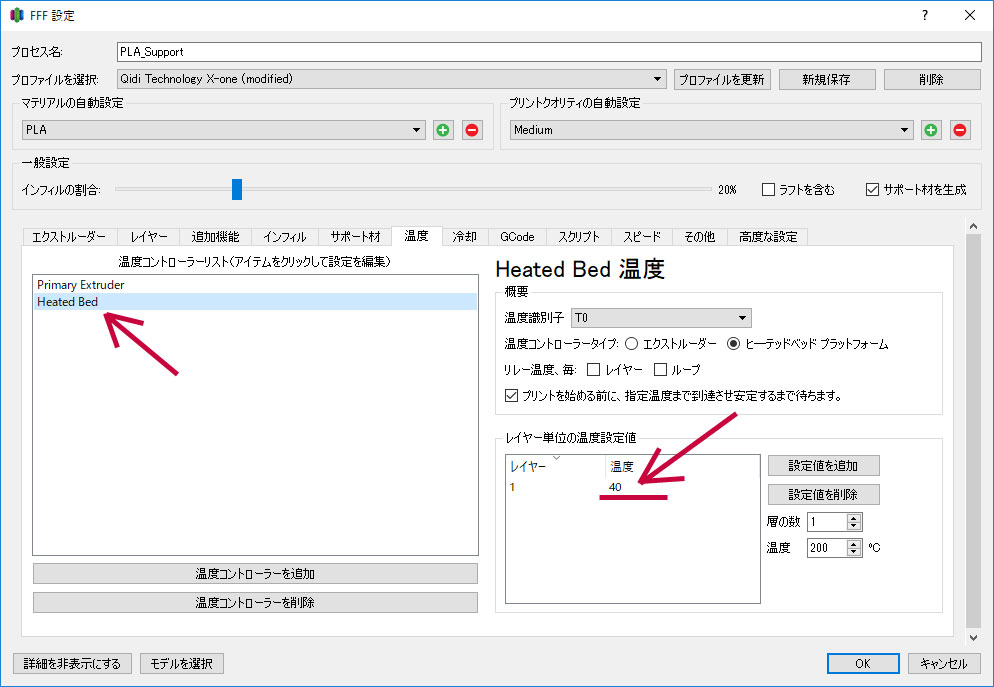
「温度」のHeatedBedは、60℃→40℃に落とす。Curaのベッド温度は40℃で、特に問題なかったのでこれでも問題ない。 下げておいたほうが電気代にも優しい。
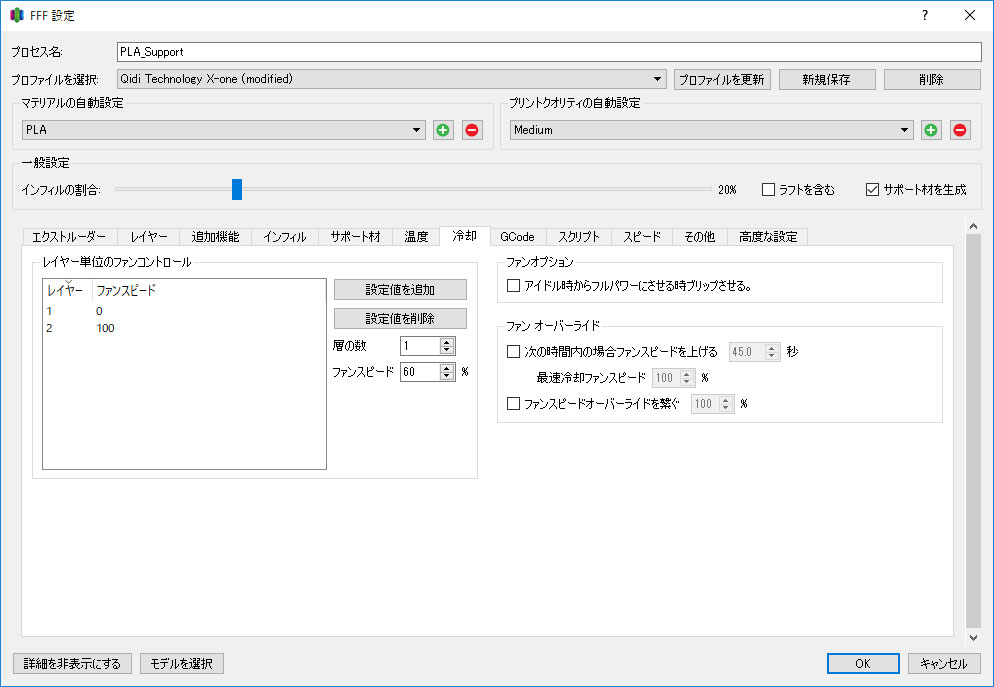
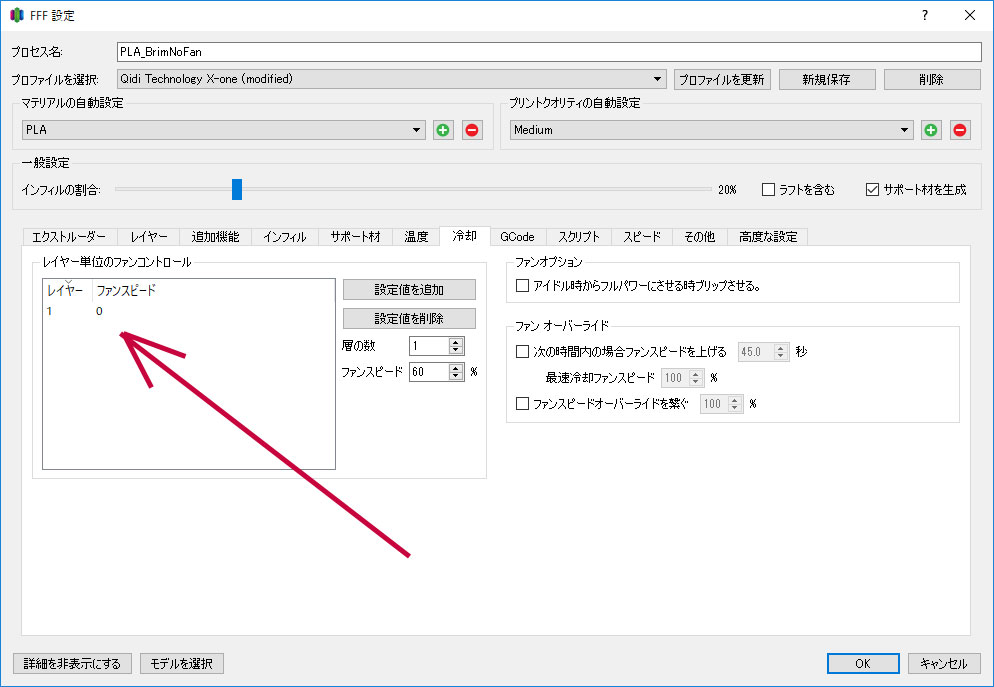
「冷却」については、変更なし。ただし冬の寒い時期の出力時はファンを回すと反りが激しくなるので、回さない設定がよい。 その場合は、2レイヤーから100%のファン設定を削除するだけ。これで、フィラメント冷却のファン(横向きのシロッコファン)は回らなくなる。
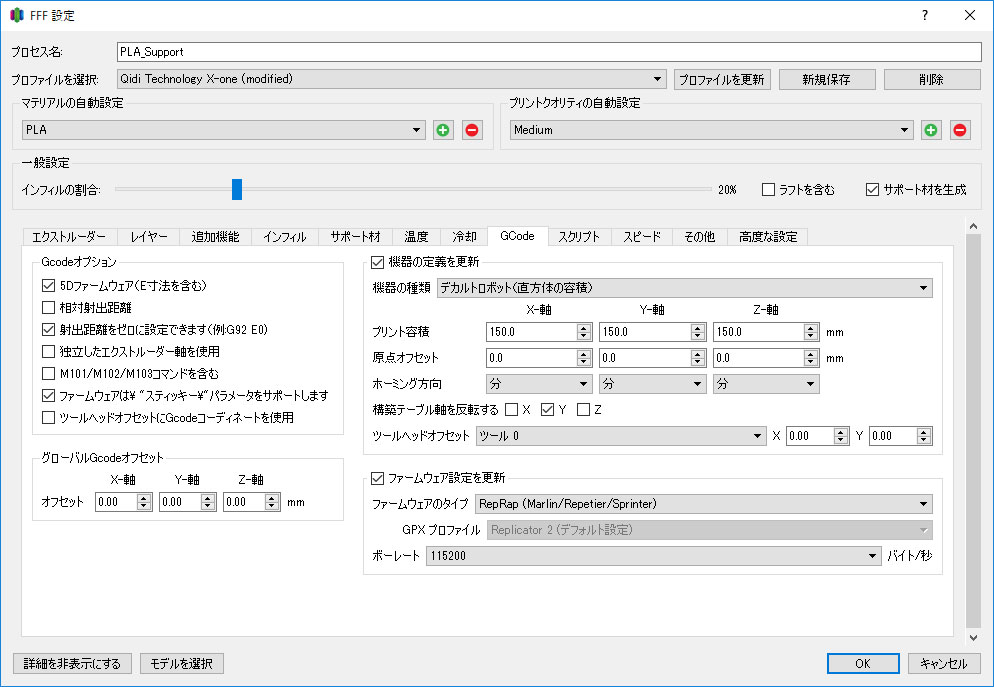
「G_CODE」も変更なし。
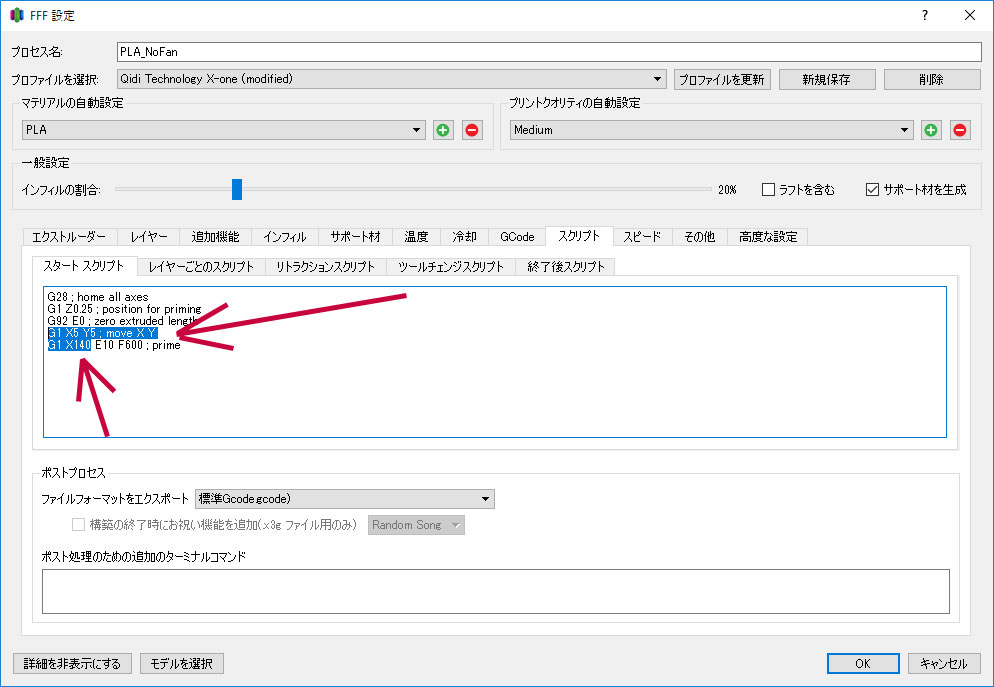
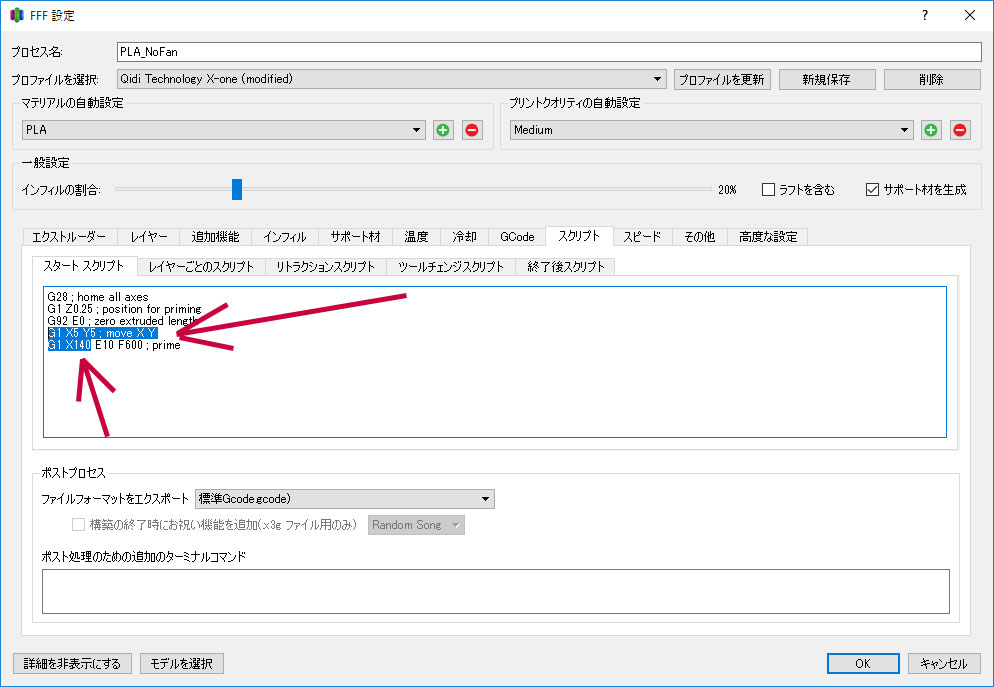
「スクリプト」のスタートスクリプトについては、最後のひとつ前に「G1 X5 Y5」を入れる。 これによりちょっとだけ内側にノズルが移動して、 テスト射出が始まる。デフォルトだと端っこすぎるので、よくない。でもこれのおかげでY軸方向は5mmほど印刷エリアが使用される。 手前ぎりぎりの印刷はしないように注意が必要だ。 また、出力の長さも「G1 X140 E10 F600」と100mmから140mmの出力に延ばしておく。 ノズルの温度上昇時にいくらか中身が垂れるので、最初の出力は出にくい場合が多い。 ここで安定したフィラメント出力ができるように、仮出力をたくさん行っておく。
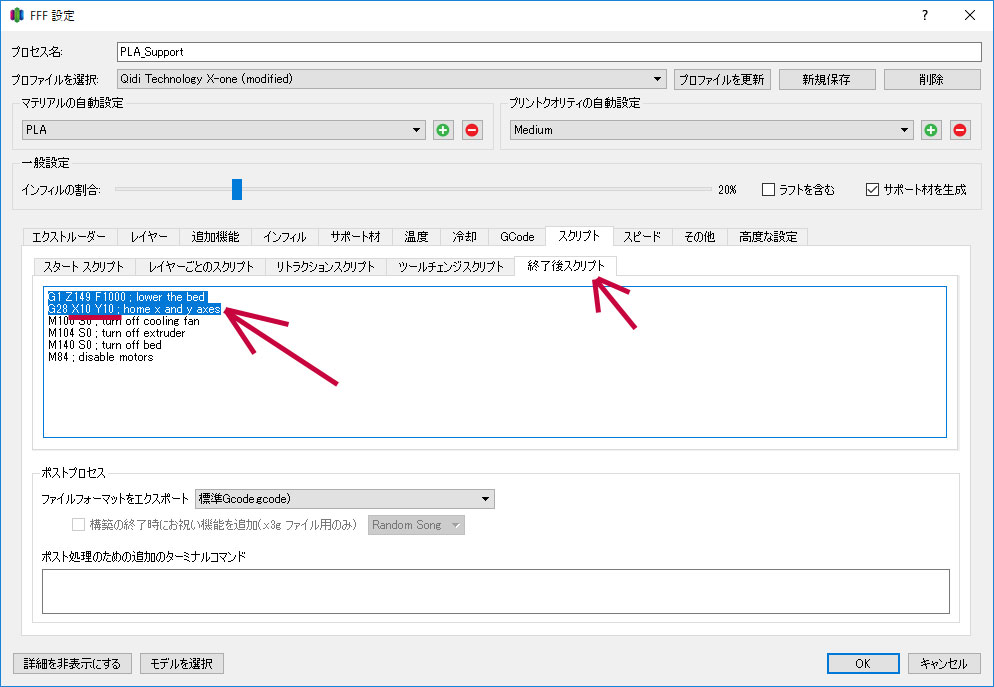
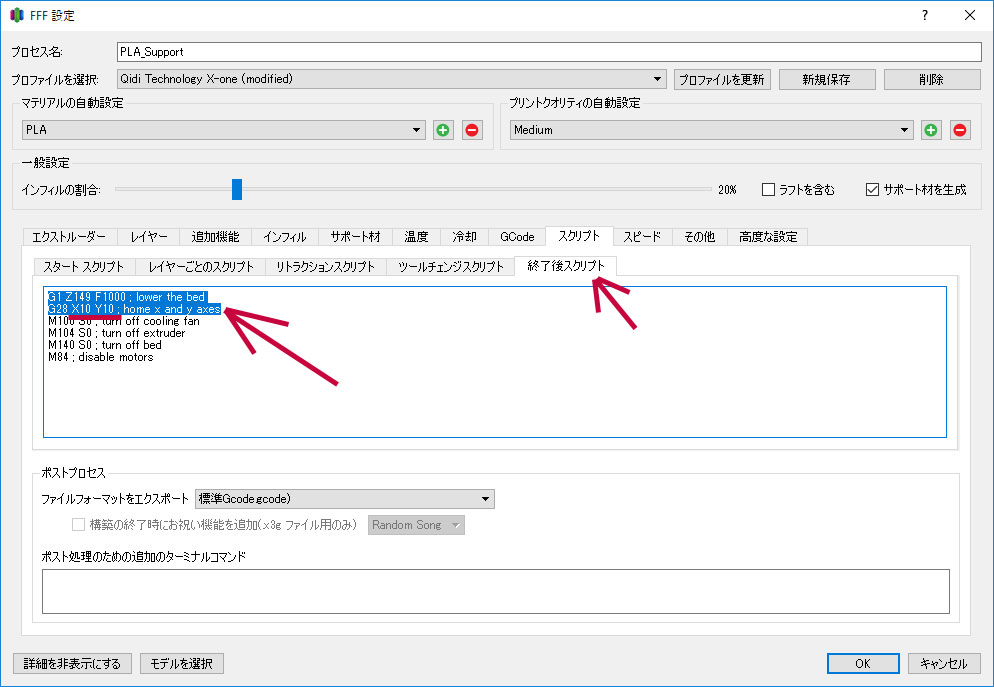
「スクリプト」の終了後スクリプトについては、上の2行を入れ替える。Z軸を動かしてからヘッドをhomeに戻す。 また、G28のコードは「G28 X Y」→「G28 X10 Y10」と 0位置ではなく少し動かす。 デフォルトだと先にノズルが0.0位置に移動を行うので、最終位置によっては出力モデルの上を通過して、よくない。 台を下げてから移動させる。また、0.0位置だと最後にガコッっと嫌な感じの音がする(ステッピングモータの力が抜ける音かな?) のだが、ちょっと動かしておくとこれが軽くなる。なぜなのかは不明。
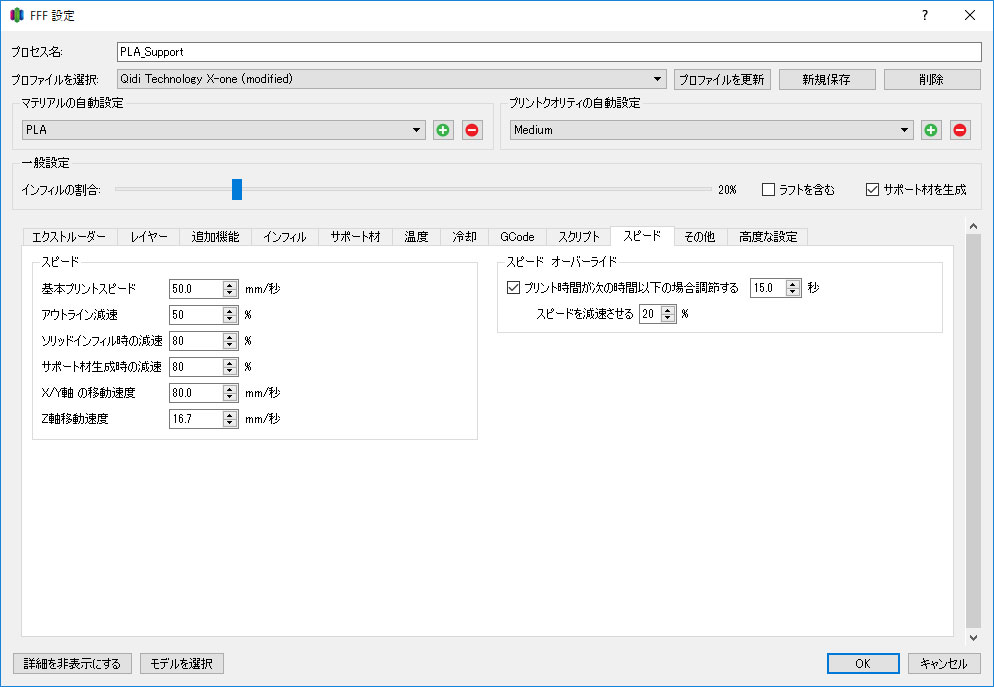
「スピード」については、変更なし。Curaなんかと比べると、遅めの設定なのだが、やはり少し遅いくらいがきれいな出力ができるようだ。 時間がかかって大変なのだが、どうせそこそこ時間がかかるものなので、 いっそのことたくさん待って、いい出力結果を出せるようにしたほうがよい。
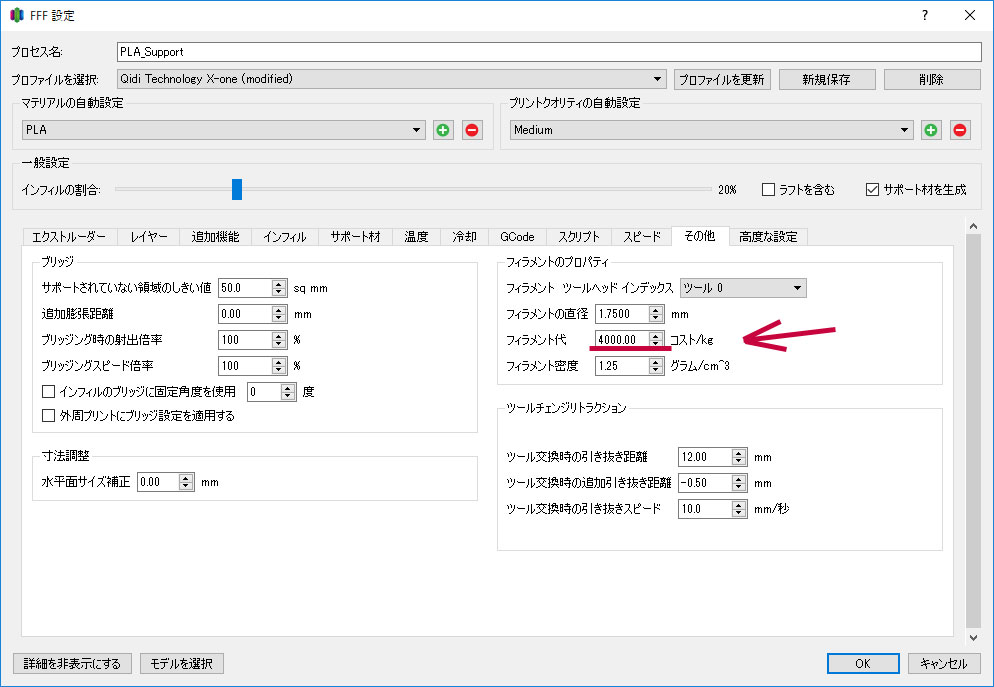
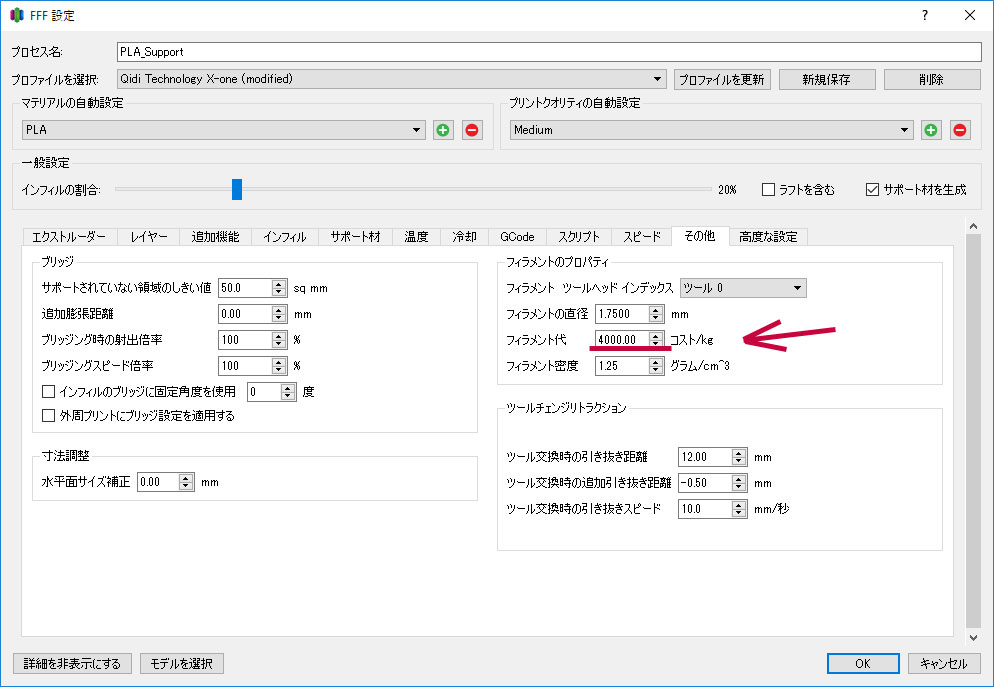
「その他」については、フィラメントのコスト部分だけ書き換えてみる。4000円としたが、実際購入しているのはほとんど2000円クラスなので、 出てくるコストの半分とみればいいか。
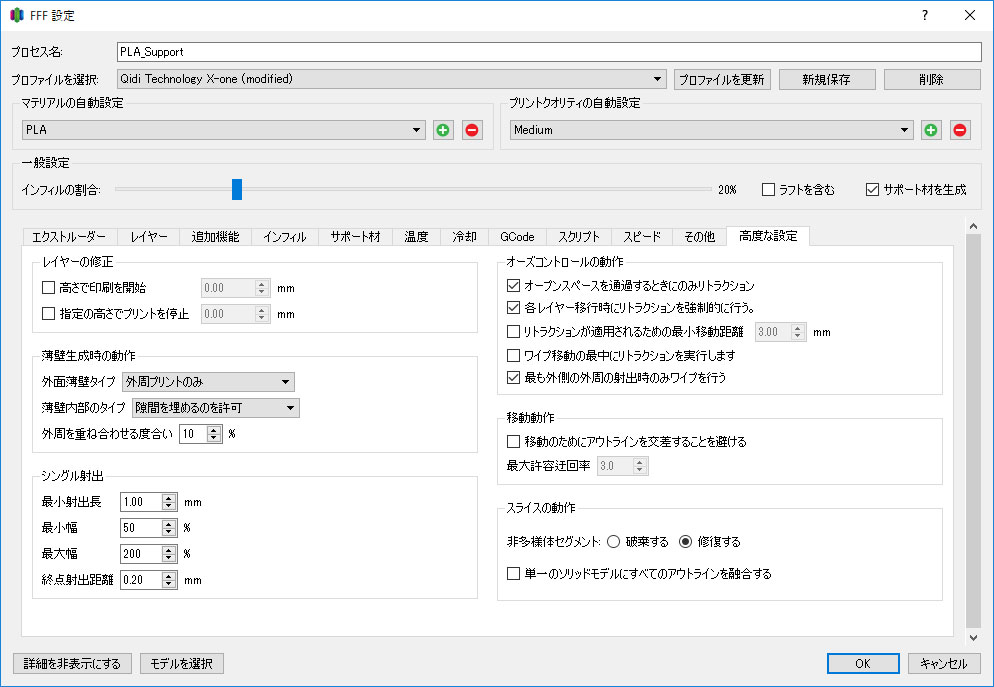
「高度な設定」については、変更箇所なし。
以上が現状でのベストな設定となる。
冬用設定
冬の3D印刷はとても厳しい。熱によって出力を行う3Dプリンタで、出力時は熱く、そして出力直後は冷めたほうがよい。 しかし急激な冷却は反りの原因になるので、垂れない程度に固まりつつ、あとはゆっくり冷めるといった、難しい温度変化をしてもらう必要がある。 冬場は周りの気温が低いために、冷えやすく反りが発生しやすい。プリンタの側面の蓋はきちんと閉めて、上部もカバーをするなど工夫は必要だが、 スライサー側での設定も必要。実際には「ブリム」と「ファン無し」が一番効果的だった。
「ブリム」を付けると、出力モデルにフチが付く。これがベッドとの接着面拡大となり、剥がれがにくくなり反りが発生しにくくなる。 ブリムはスカートの延長なので、詳細設定の「追加機能」にある「スカート/ブリムを使用」で、オフセット距離を0mmにすることで、 スカート設定からブリム設定となる。スカートアウトラインを2→6くらいにしておけば、しっかりしたブリムが作成され、 ベッドにしっかりくっつく。また後でブリム除去の際にも、ある程度大きさがあったほうが取り除きやすい。
「ファン無し」にするのも効果的だった。本来ファンはフィラメントの出力後すぐに固めて垂れるのを防ぐ役割があるのだが、 冬のファンは冷やしすぎとなるようで、固めるどころか反りを発生させてしまう。 冬の寒さなら周りの気温だけでそれなりに冷え固まってくれるので、ファンなしでも垂れることなく造形可能。 なので寒い日の出力はファンを切ったほうがよい。ファン無し設定は、「冷却」の左側でレイヤー2からのファン出力自体を削除。 これでファンが回転を始めることはない。
ただし、エクストルーダ本体のファンは常に回転している。これはエクストルーダのノズル部分の熱が、 フィラメント送り部分に回り込まないようにするため。フィラメント送り部分まで熱くなると、フィラメントが柔らかくなって送り込めなくなるらしい。 そのためここは常時回転する。横向きのシロッコファンのみ制御となる。
これで、ベッド側あたりの反りは減らせるが、オーバハング部分はどうにもならず、反りやすい。 下にサポートがあってもあまり効果はないようで、こればっかりは対応策なしの状況。出力中に手で押さえてやるのが一番効果があるが、 つきっきりはなかなか厳しい。
真夏設定
真夏の暑い中での設定は難しい。というより気温が暑い中での印刷はヒートクリープが発生してしまう。これはエクストルーダのフィラメントを押し出す部分が暖かくなってしまい、フィラメントが柔らかくなって押し出せなくなり、詰まってしまう現象。
対策はソフトではどうしようもなく、エクストルーダ付近の温度が上がりすぎないように対策するしかない。具体的には
- カバーや扉などを開放し熱がこもるのを防ぐ
- エクストルーダのファンはしっかり回す。弱っている場合は交換。
- 部屋自体を冷やす(クーラーを入れる)
など。部屋のクーラーを入れるのが一番効果的だが、誰もいない中で3Dプリンタのためにクーラーを動かすのはちょっと電気代がもったいない。印刷時間も長いのでクーラー稼働時間も長くなりいろいろ悩ましいところ。クーラーが効いているリビングで動かすにはうるさいしなぁ。





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}